für eine hohe Produktionskapazität.
für jeden motorisierten Formkopf für maximale Flexibilität.
für saubere Endprodukte ohne Oxidation.
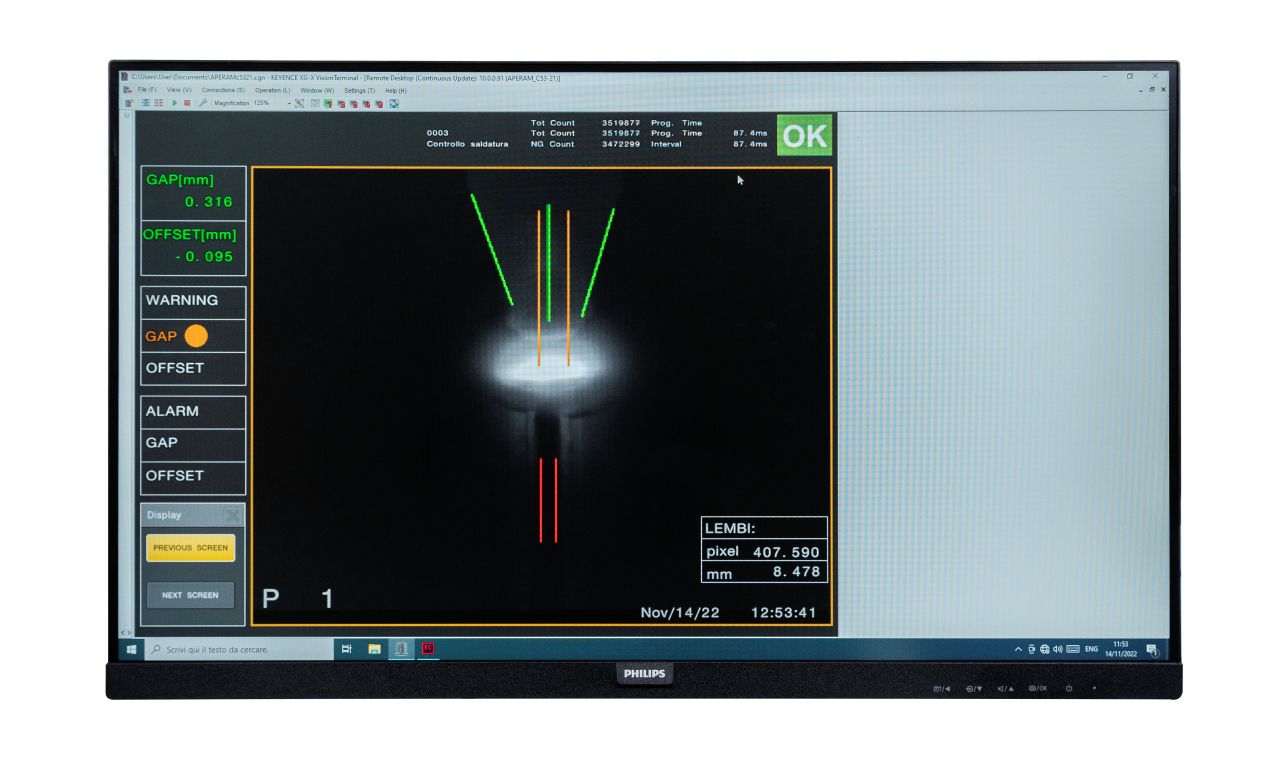
zur kontinuierlichen Überwachung der Position der Bandkanten und des Verschleißes der Elektrode.
des Rohrs nach der Wärmebehandlung.

geschweißt“ oder wärmebehandelt herzustellen.
ENTLADEEINHEIT die dank einer automatischen Rotationswalze einerseits die guten Teile und andererseits den eventuellen Abfall entleert.
MITFAHRENDE ROHRSCHNEIDEEINHEIT mit Rillen- und Bruch-Schneidsystem, Kreissäge-Schneidsystem oder Austauschenschneidensystem.
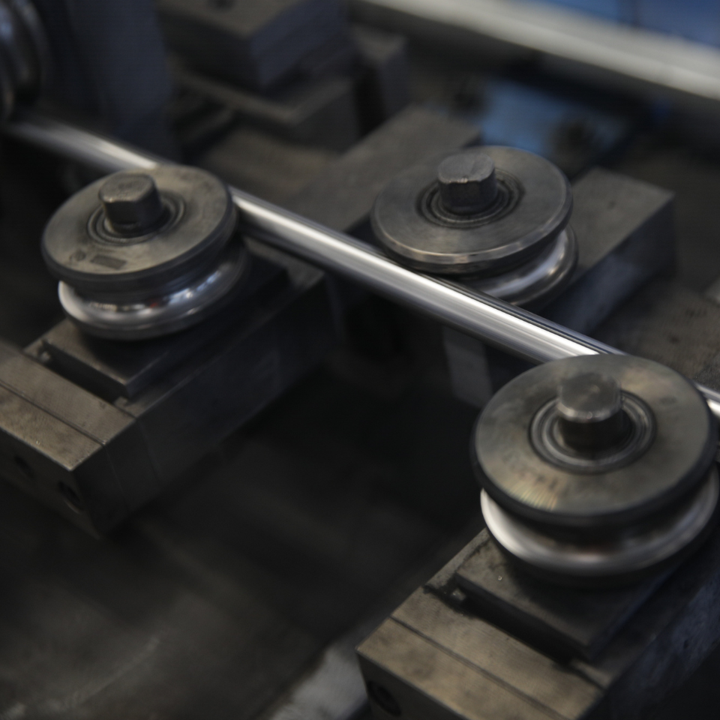
RICHTEINHEIT zur Korrektur etwaiger Verformungen während des Glühvorgangs.
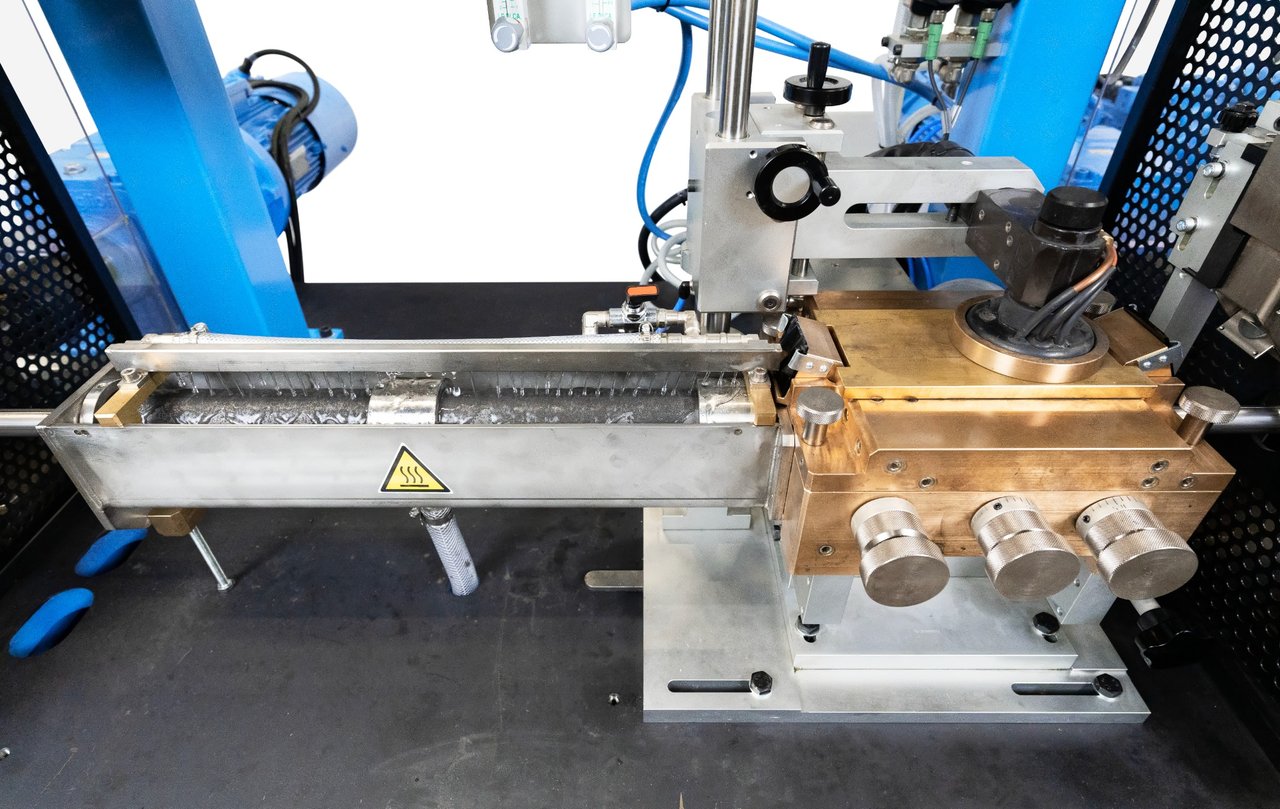
UMFORM- UND SCHWEISSEINHEIT mit Kühlwasserdurchflussregler und einer Videokamera zur Anzeige des Schweißlichtbogens und des Schweißprofils.
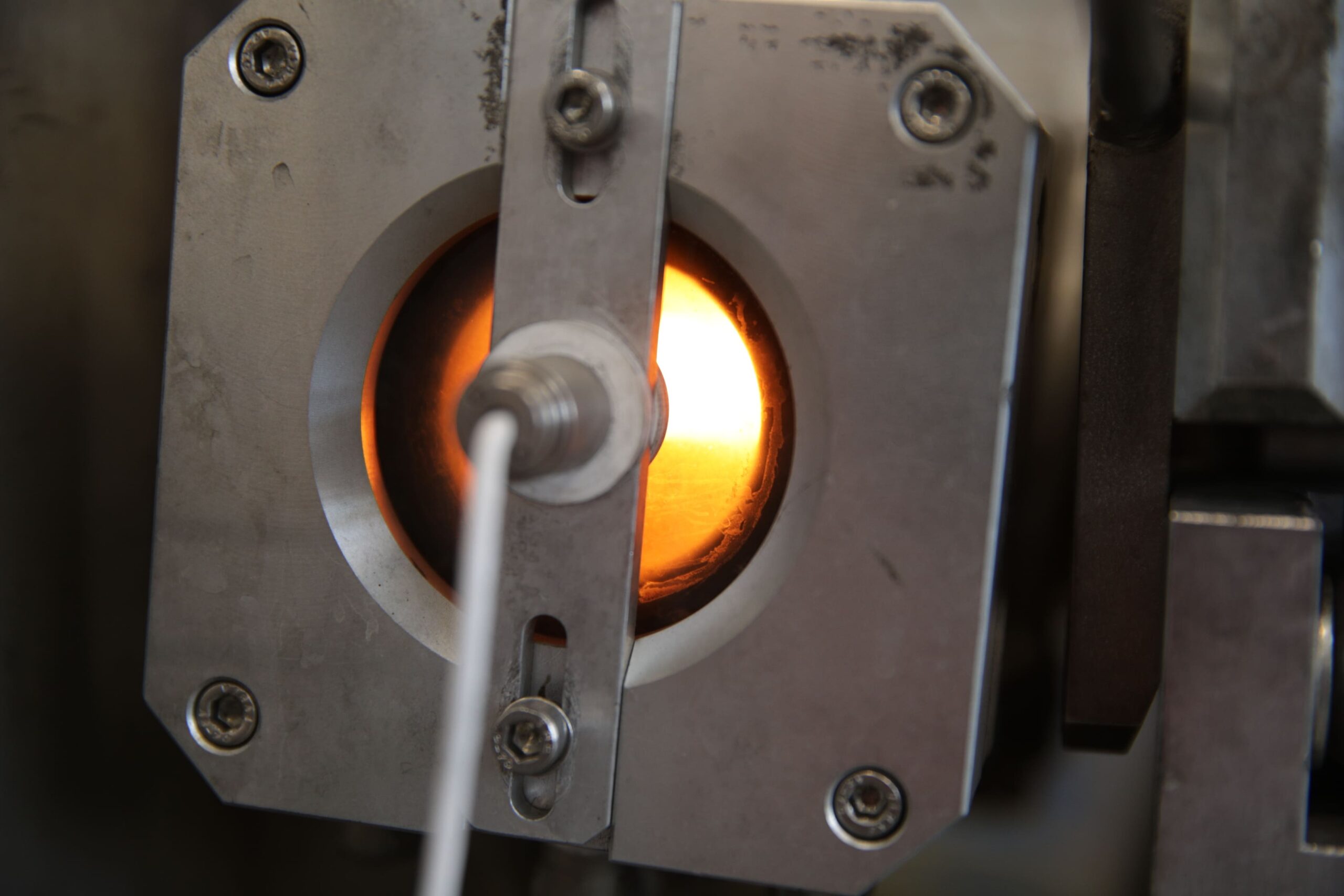
ANLAGE ZUR WÄRMEBEHANDLUNG mit Induktionsofen und Kühlkanal mit Wasserumwälzung.
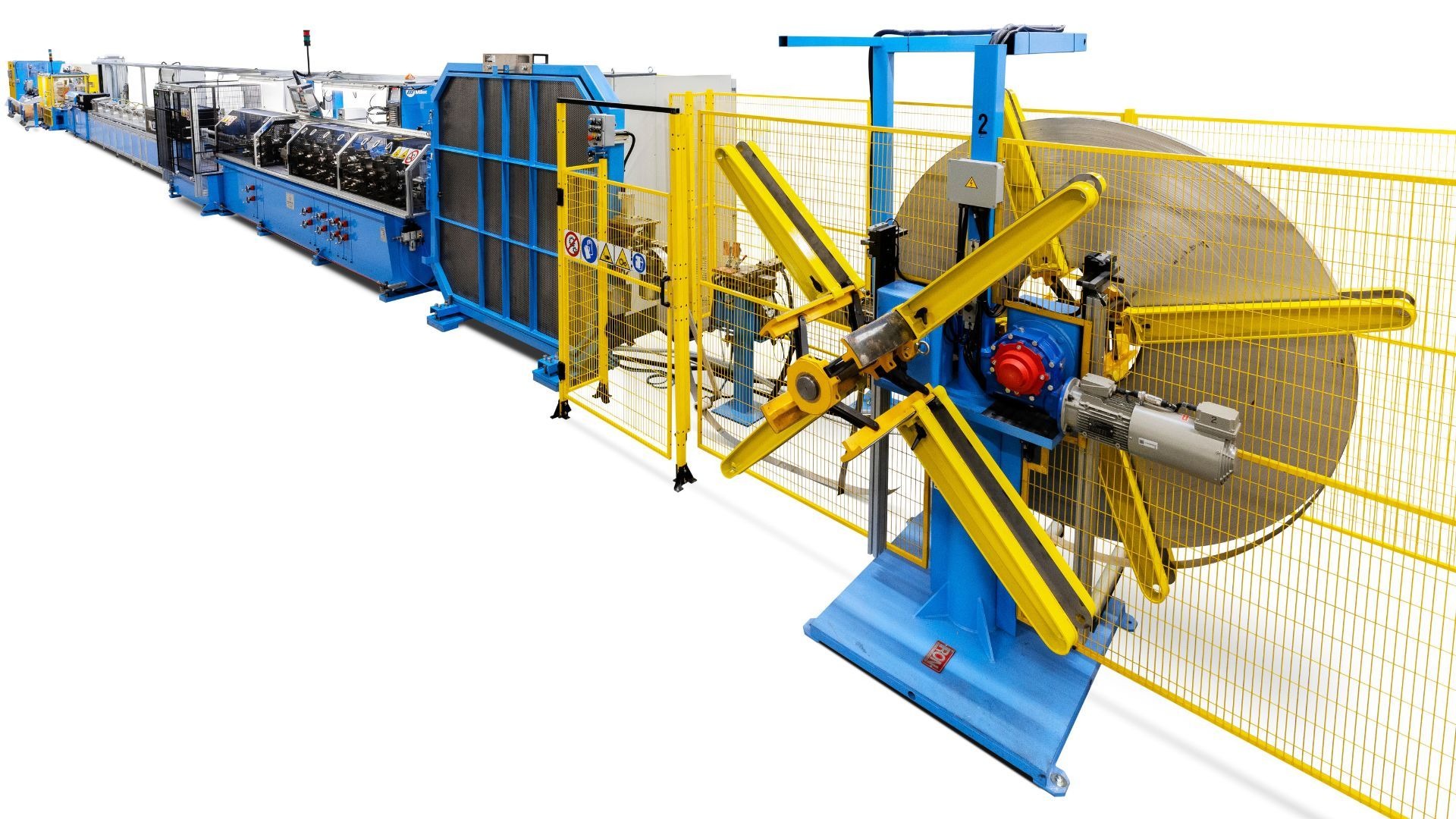
VERTIKALER BANDSPEICHER für eine unterbrechungsfreie Produktion.
STREIFENFÜGEBANK
ZWEIFACHE WICKELEINHEIT mit 2 Edelstahlbandspulen, um das Anhalten der Maschine für den Spulenwechsel zu vermeiden.
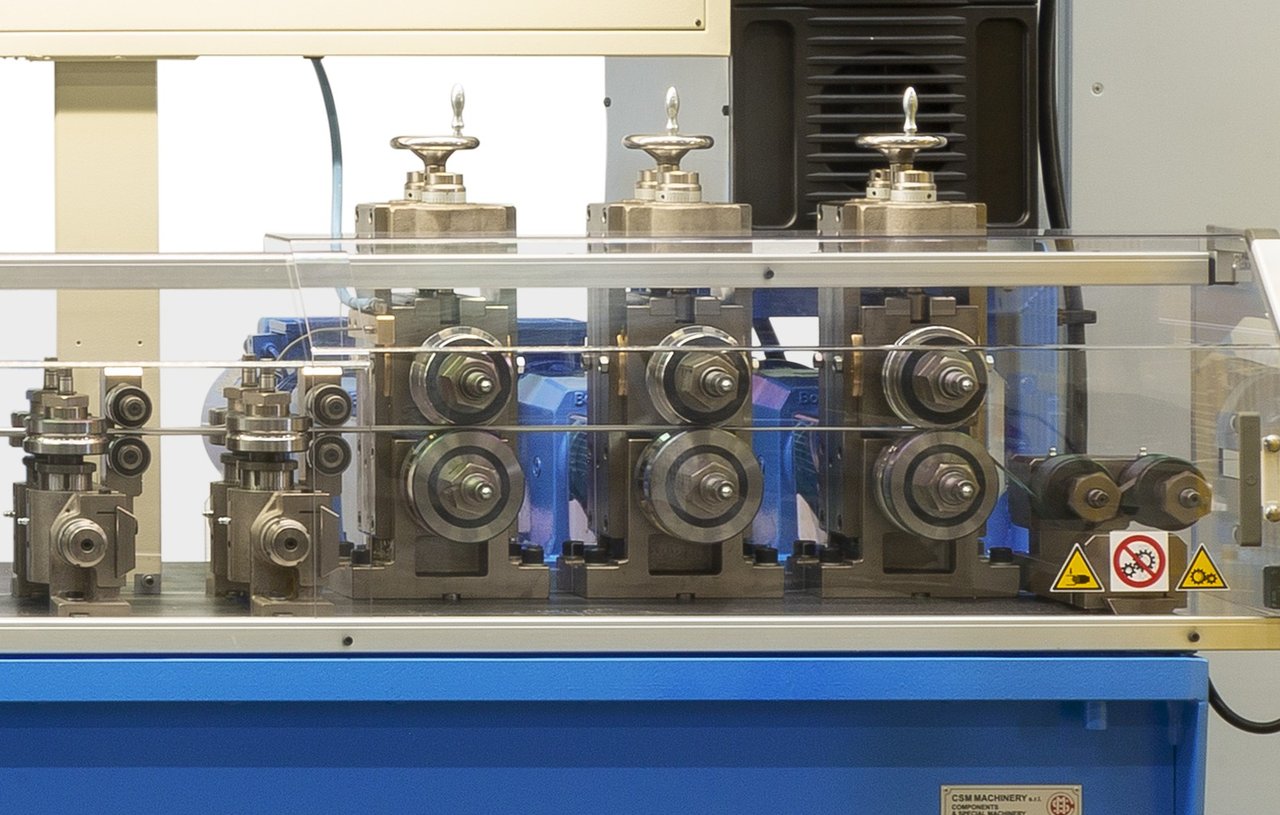
Der pneumatische Hochleistungs-Streifenschneider ist ein pneumatisches Gerät, das inline integriert werden kann und für die Produktion von Rohren mit großem Durchmesser und hoher Wandstärke empfohlen wird.
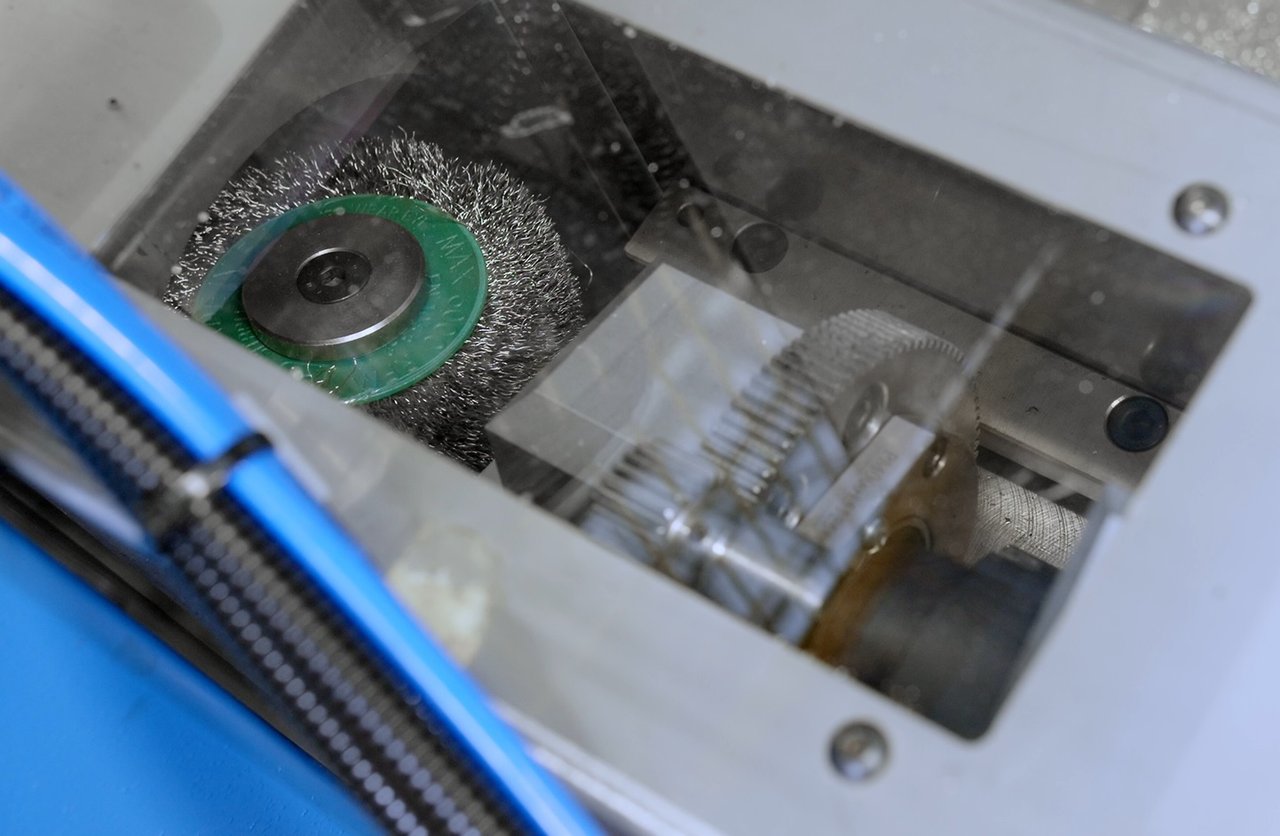
Einheit zum Entgraten der Schnittenden des Rohres mittels Bürsten. Ein Satz rotierender Bürsten entfernt die kleinen Grate, die beim Schneiden mit einer rotierenden Klinge entstehen, und hinterlässt gratfreie, rechtwinklige Schnittenden.
Gerät zur Inline-Rohrdurchmessermessung, komplett mit CCD-Strahlsensor, Feldbusschnittstelle (DP), Befestigungsflansch und Justierteilen.
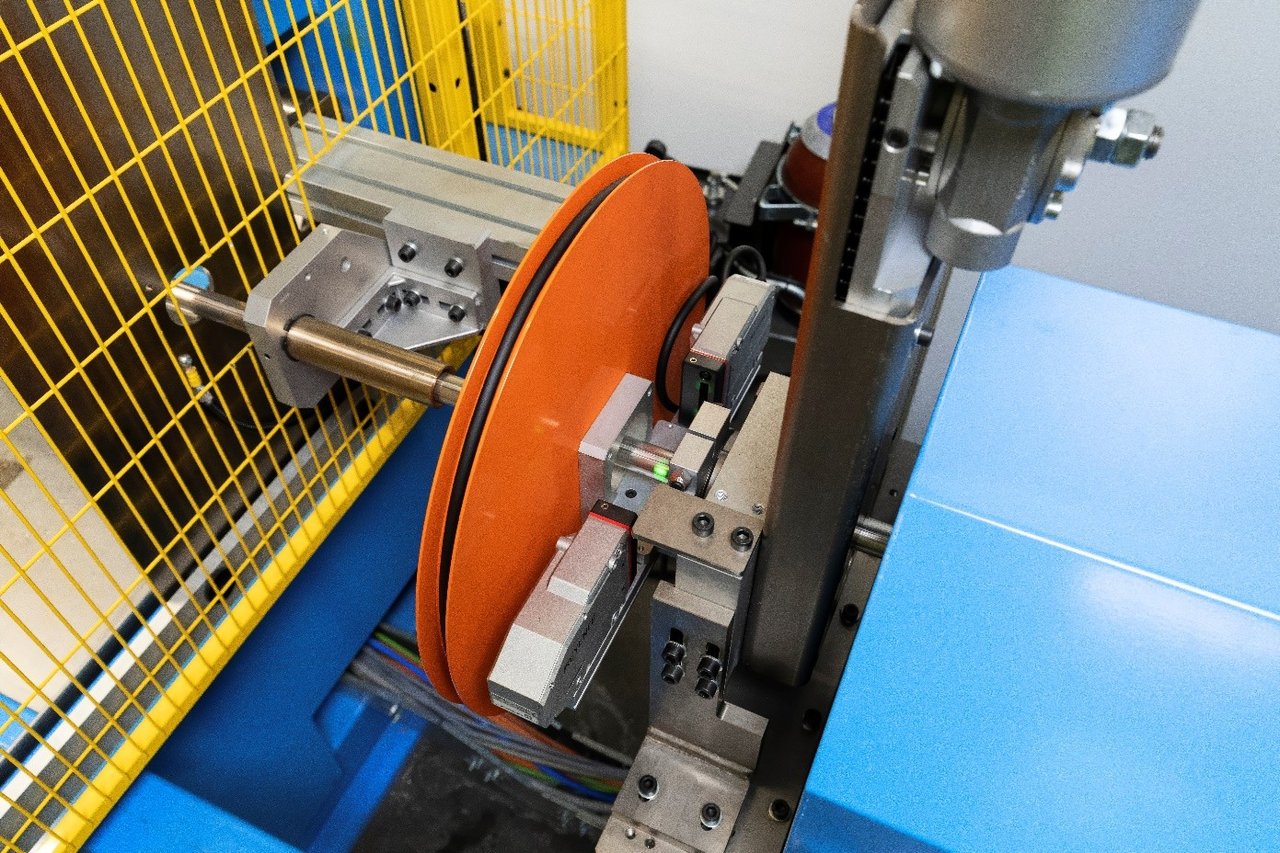
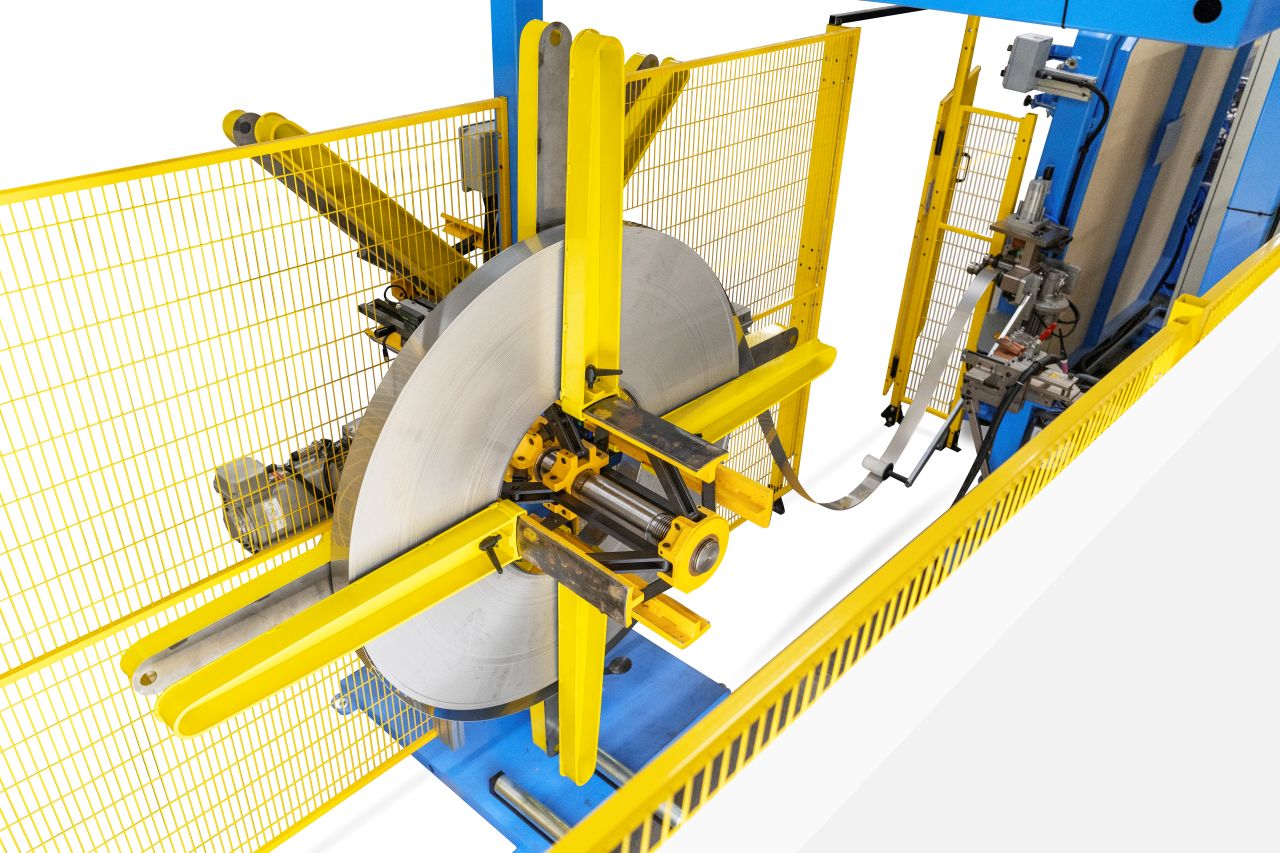
Vorrichtung zum Aufwickeln von geglühtem Edelstahlrohr. Diese Vorrichtung ist zur Inline-Integration mit Rohrmühlen mit Glühofen konzipiert, sodass das geschweißte Rohr in geordneten Lagen aufgewickelt werden kann. Das Rohr wird von einem gesteuerten Arm von rechts nach links gelegt. Die Straffheit und geordnete Lagenbildung werden durch die Einstellung des geeigneten Drehmoments und der Geschwindigkeit für das jeweilige zu produzierende Rohr gewährleistet. Die Aufwickler verfügen über zwei Haspeln, damit die Maschine nicht jedes Mal angehalten werden muss, wenn eine Spule fertig ist. Sobald eine Spule fertiggestellt ist, bewegt der Bediener das Rohrende auf die andere Haspel, und sobald der Aufwickelvorgang beginnt, kann die Aufmerksamkeit auf die erste Spule gerichtet werden, um diese mit Kabelbindern zu fixieren und von der Haspel zu entnehmen.

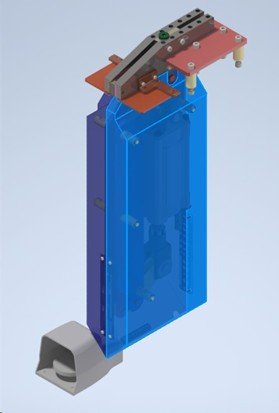
Einheit zur externen Prüfung der Schweißqualität von Edelstahlrohren, komplett für einen Rohrdurchmesser, mit Stützbank, inklusive Schubladen, ölhydraulischer Presse, komplett mit Stempel zur Erweiterung des Rohrquerschnitts (60°), Klemmvorrichtung zur Fixierung der Rohrprobe und Druckregler, Kreissäge zum Ablängen der zu prüfenden Probe und Einheit zum Innen-/Außenentgraten des Rohres.

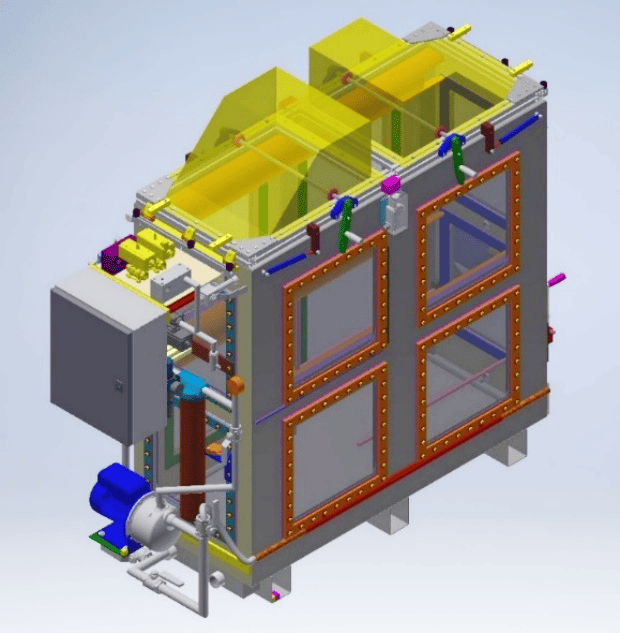
Einheit zur Unterwasser-Druckprüfung von Rohren in Coils bis zu 60 bar, komplett mit: Hydraulik- und Pneumatikkreislauf für Wasserzufuhr, -ablass und -filterung, vertikalem Prüftank und elektropneumatischem Sicherheitssystem zur Steuerung des Be- und Entladedrucks.
Dieser Prüfstand wurde für zerstörende und druckhaltende Tests entwickelt und nutzt die hydraulische Verformung, um die mechanische Beständigkeit von abgelängten Rohren zu prüfen. Er umfasst eine solide Stützbank, eine Halteeinheit für Schneidwerkzeuge, eine Rohrumformmatrize, Verbindungseinheiten zwischen der Matrize und dem Rohrabschnitt sowie ein Hydraulikaggregat mit einer Hochdruckgruppe (1000 bar) und Proportionalregelung.

Das Gerät verwendet eine spezielle Kamera mit einstellbarer Optik, um den Schweißlichtbogen (Plasma) zu erkennen. Die Kamera ist auf das Innere unserer Schweißbox gerichtet, die eine Öffnung im Deckel hat. Die Kamera ist auch in der Lage, die Kante des zu schweißenden Streifens zu erkennen. Ein elektronisches Gerät verarbeitet die Bilder der Kamera und berechnet die theoretische Achse. Diese Achse sollte in der Mitte der Kanten liegen. Das elektronische Gerät vergleicht die Position der Bandkante mit zwei Schwellenwerten, die sich auf die Elektrodenachse beziehen. Das System erzeugt zwei digitale Alarmsignale. Alle Einstellungen können über einen normalen Webbrowser angepasst und die Bilder angezeigt werden. Das System wird komplett geliefert mit: Kamera, Optik für Kamera (75 mm), Mikrocontroller-Einheit für Kamera, Netzteil für Mikrocontroller-Einheit, mechanischem Halterahmen für Kamera, 17-Zoll-LCD-Monitor, Monitorhalterung und Verbindungskabeln.
Der pneumatische Hochleistungs-Streifenschneider ist ein pneumatisches Gerät, das inline integriert werden kann und für die Produktion von Rohren mit großem Durchmesser und hoher Wandstärke empfohlen wird.