ensure high production capacity.
for each motorized forming head for maximum flexibility.
ensure clean final products, with no oxidation.
installed to continuously monitor the position of the strip edges and the wear of the electrode.
meant as elongation and “brightness” of the tube after heat treatment.

either “as welded” or “heat-treated”.
UNITÀ DI SCARICO per tubo in barre con bandella rotante che rovescia da una parte i pezzi buoni e dall’altra gli eventuali scarti.
UNITÀ DI TAGLIO AL VOLO con sistema a incisione e strappo, sistema a sega circolare oppure con sistema di taglio interscambiabile.
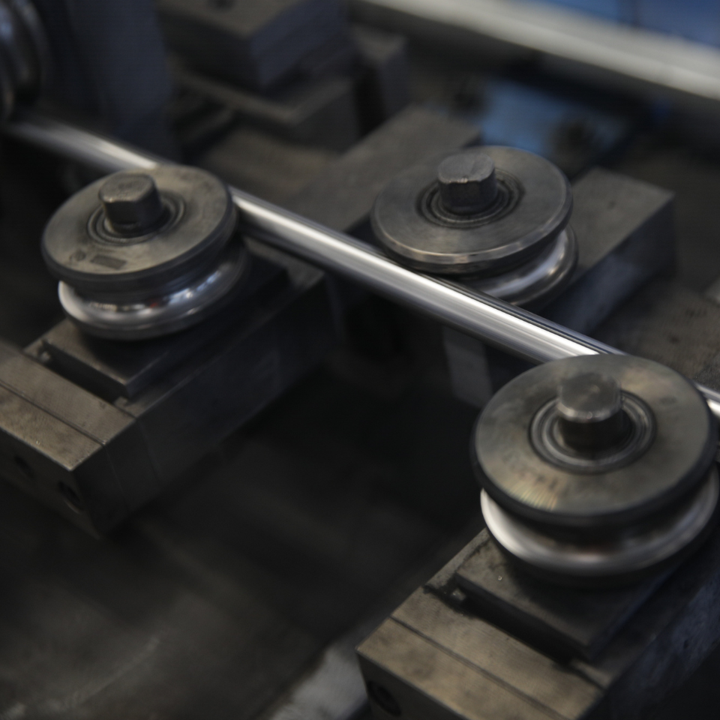
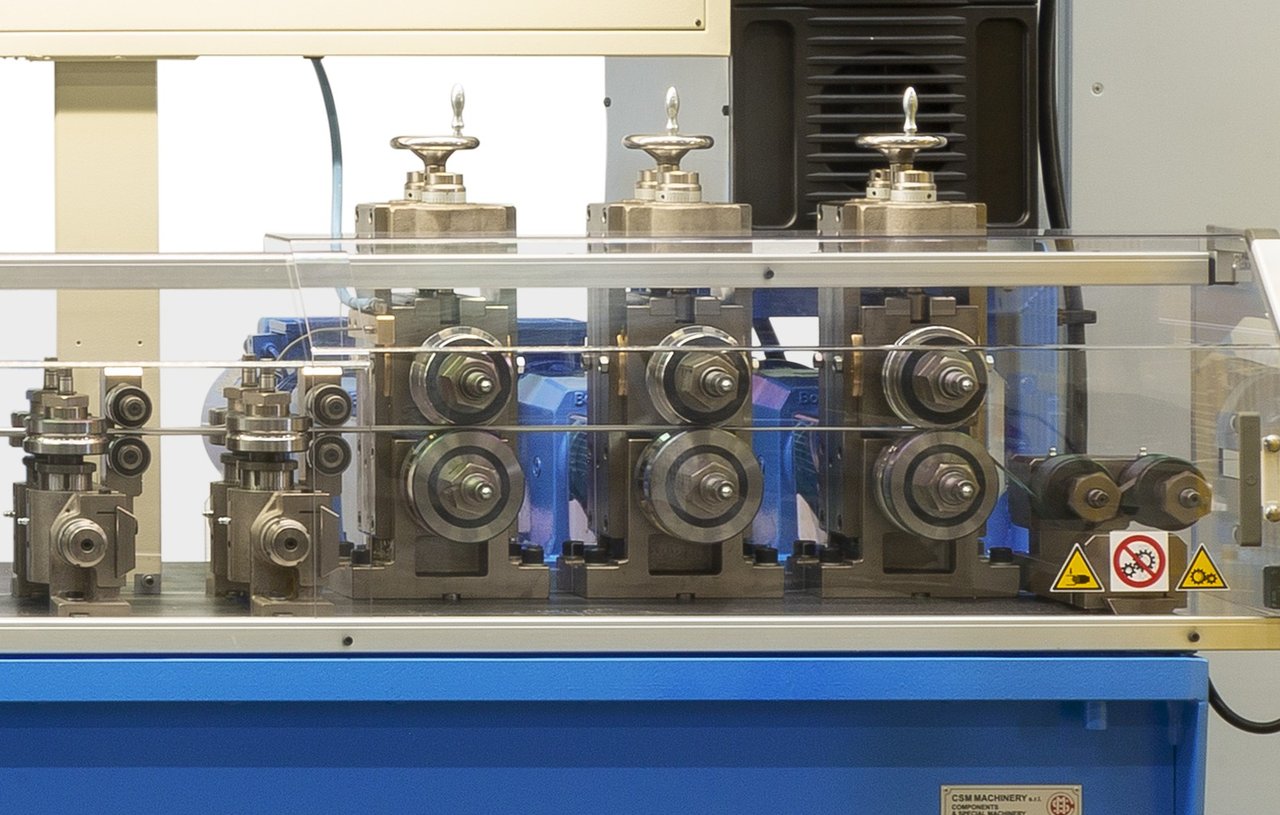
UNITÀ DI RADDRIZZATURA per la correzione delle eventuali deformazioni prodotte durante la ricottura.
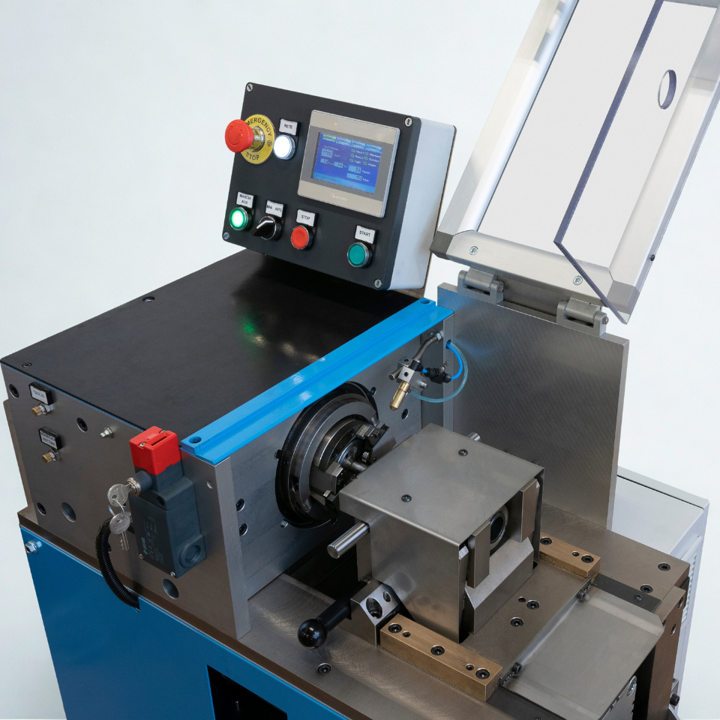
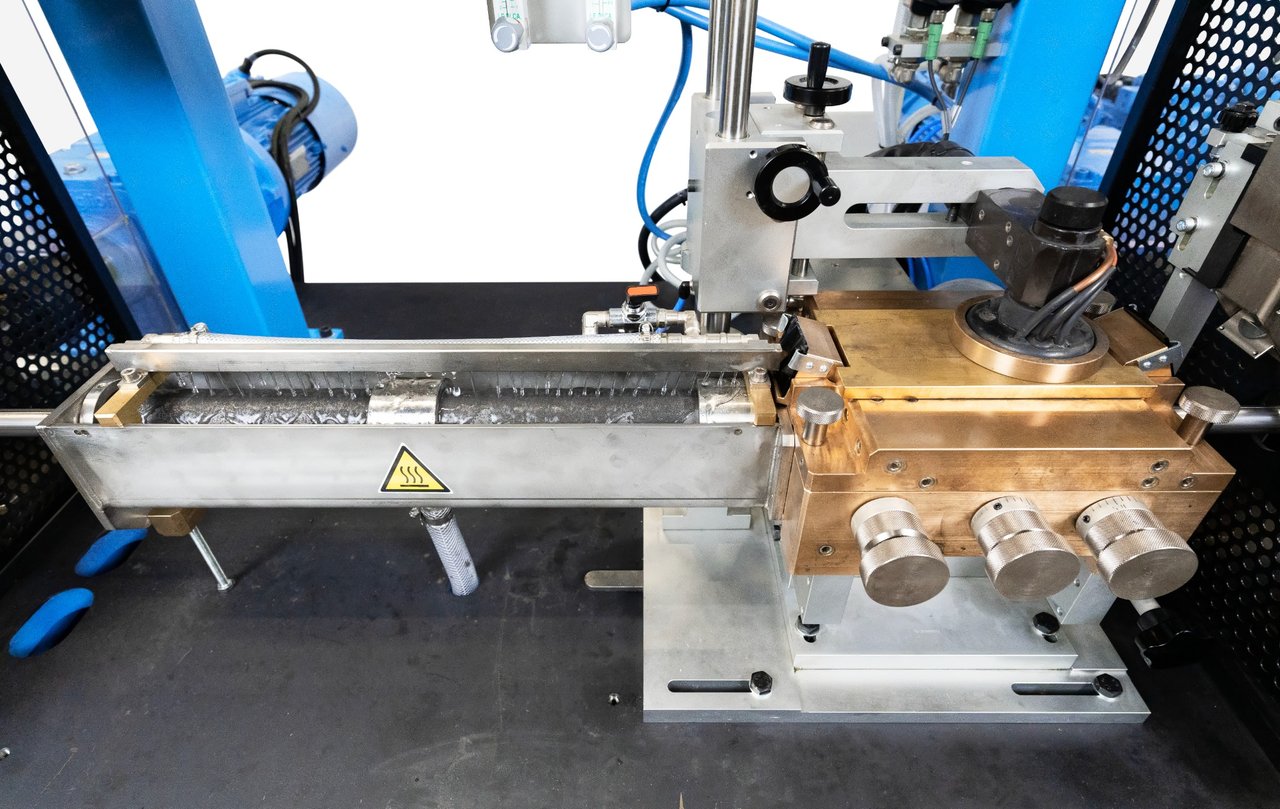
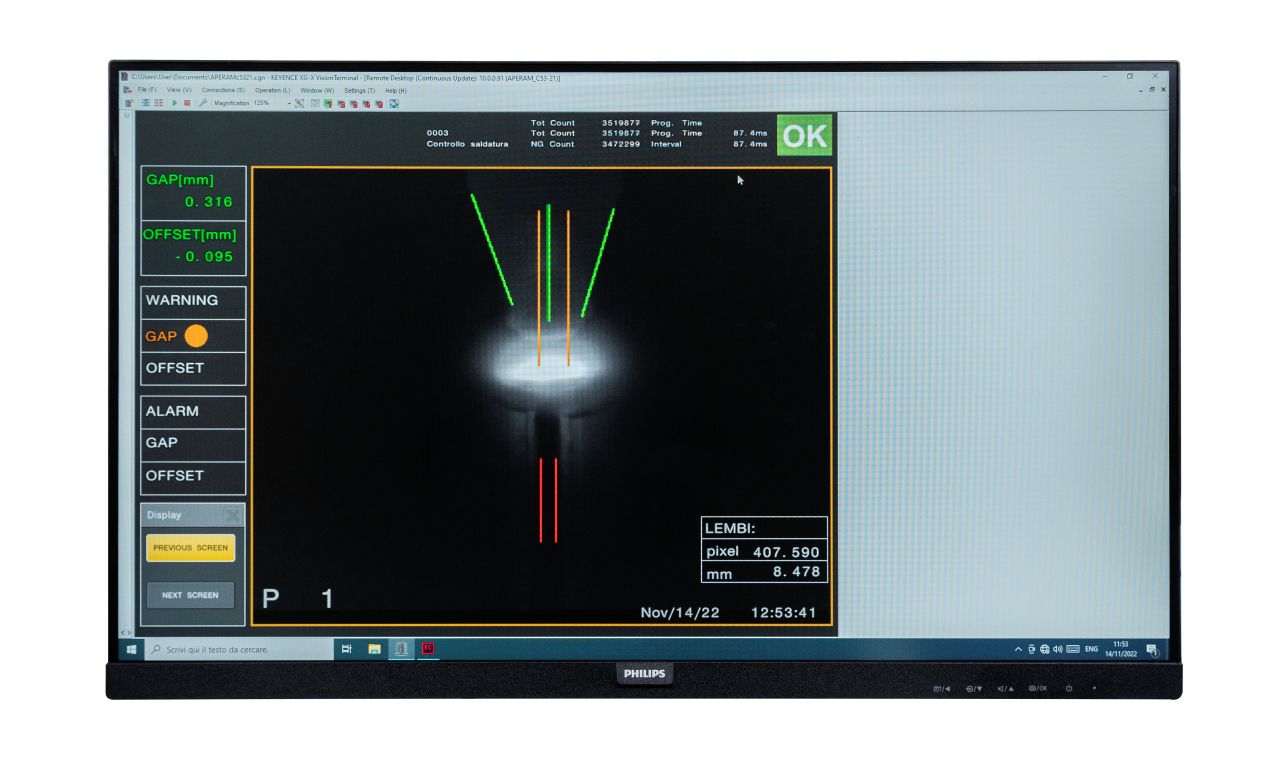
UNITÀ DI FORMATURA E SALDATURA con videocamera per il monitoraggio dell’arco di saldatura.
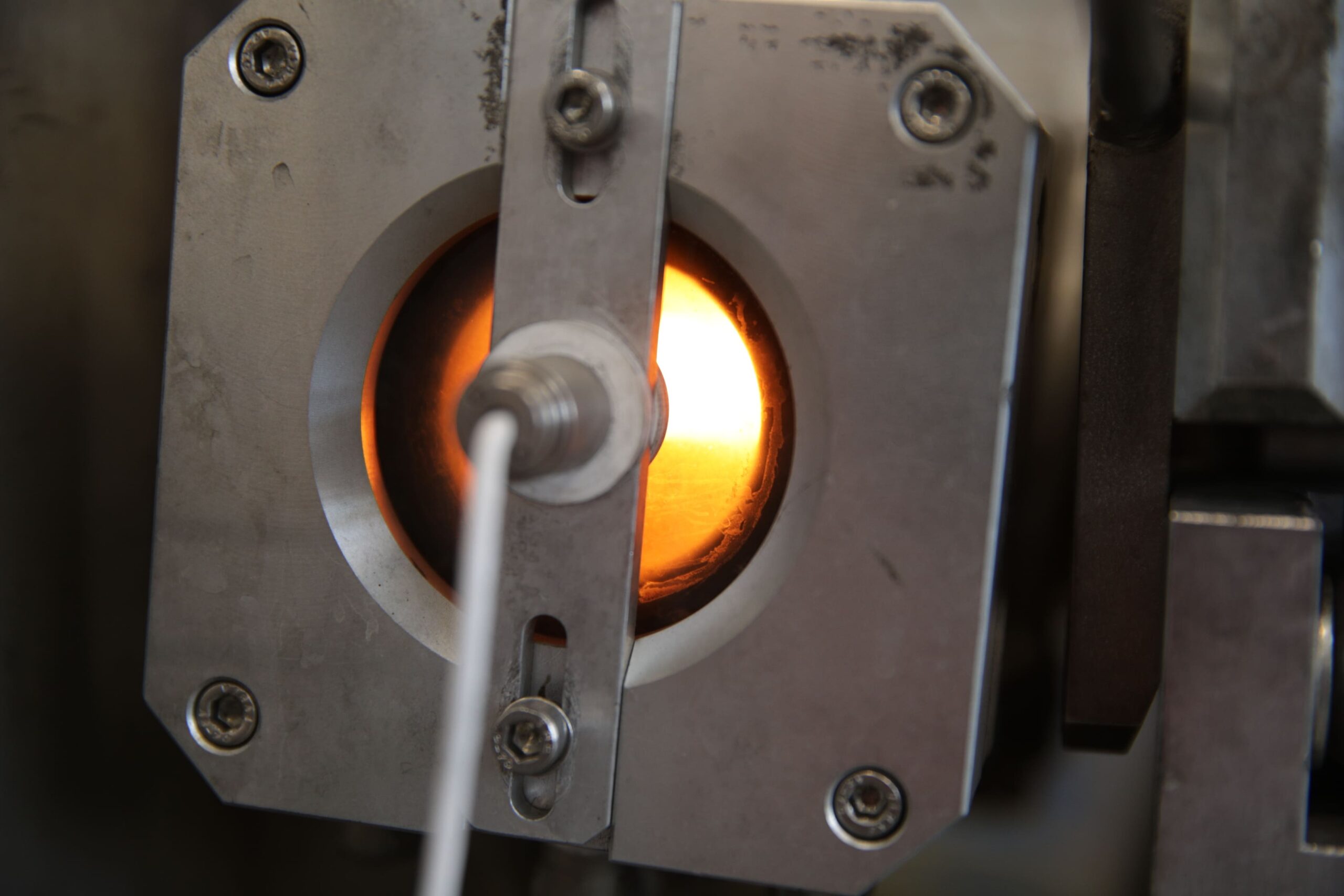
UNITÀ DI RICOTTURA con forno a induzione e canale di raffreddamento con circolazione dell’acqua.
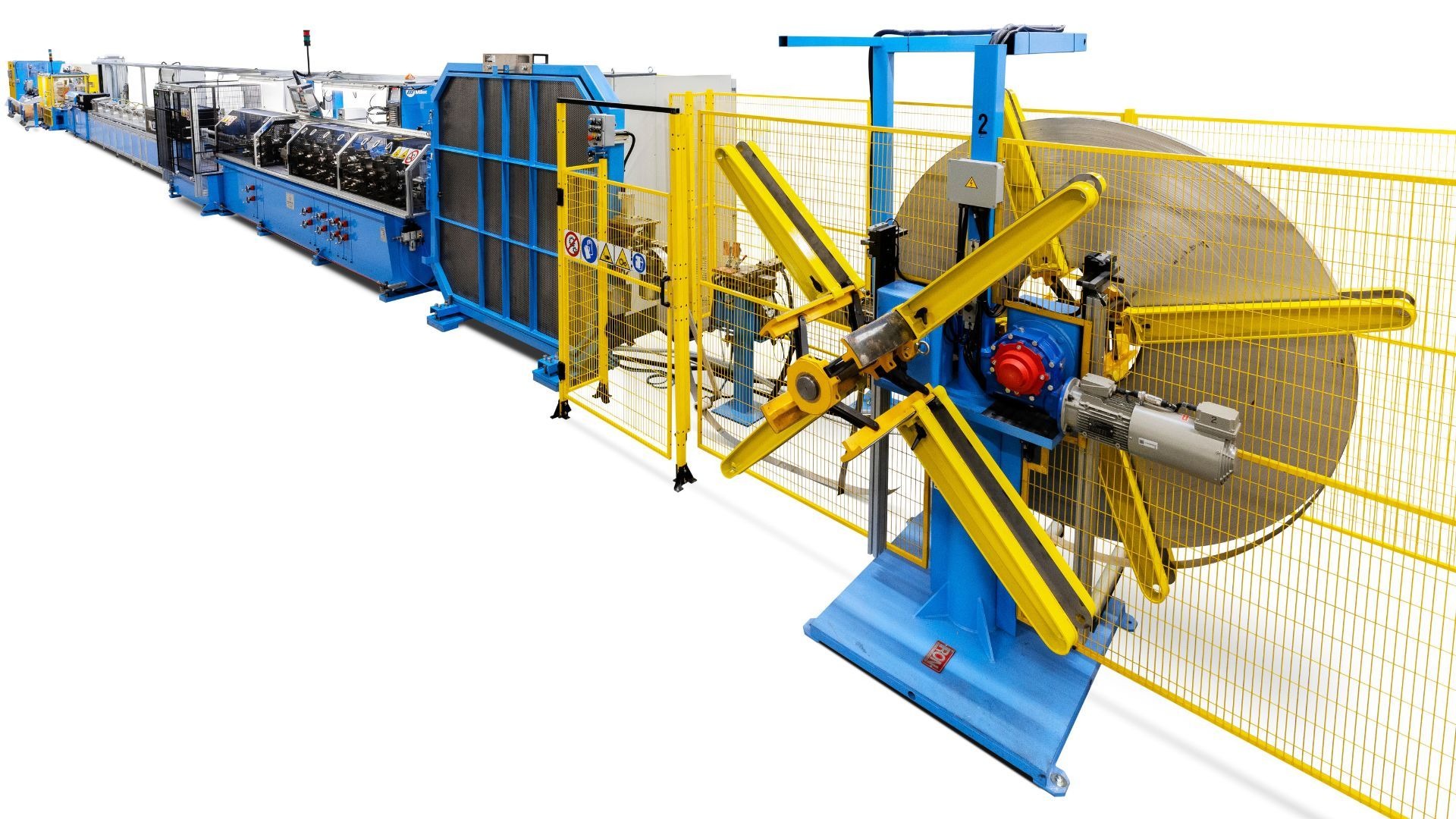
ACCUMULATORE VERTICALE PER NASTRO che favorisce una produzione senza interruzioni.
BANCO DI GIUNZIONE NASTRO
DOPPIO ASPO SVOLGITORE con la possibilità di contenere 2 bobine di nastro in acciaio inossidabile, che evita di fermare la macchina durante la sostituzione della bobina, minimizzando i tempi inattivi.
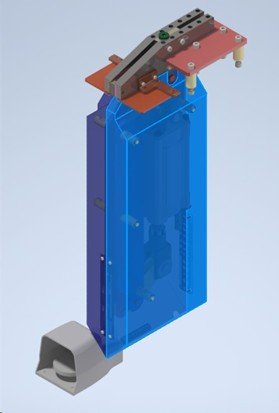
The pneumatic heavy duty strip cutter is a pneumatic device that can be integrated in line and is recommended for the production of large diameter and thickness tubes.
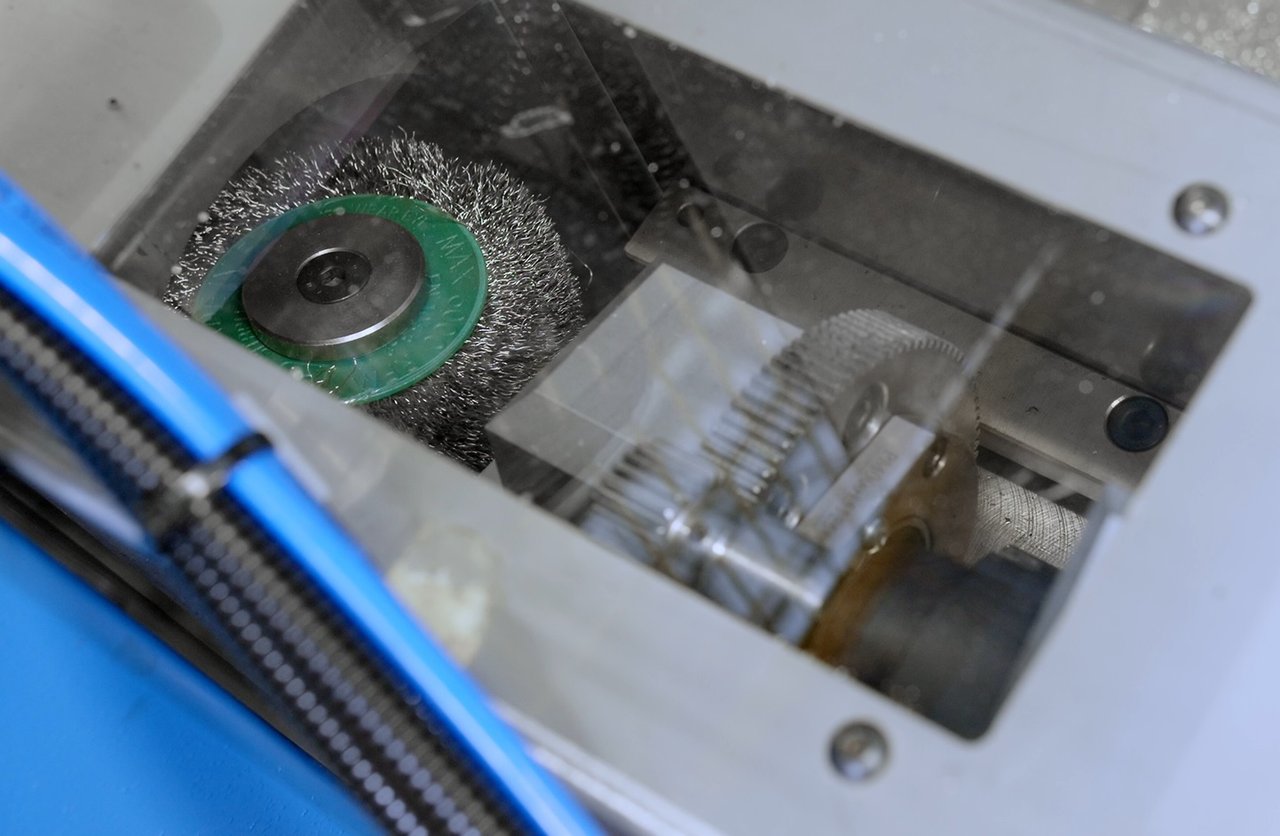
Unit to deburr the ends of the cut tube by brushing. A set of rotating brushes removes the small burrs created during the cutting with a rotating blade, leaving a square cut at the ends without burrs.
Device for the inline tube diameter measuring, complete with CCD beam sensor, link interface (DP), fixing flange and adjustment parts.
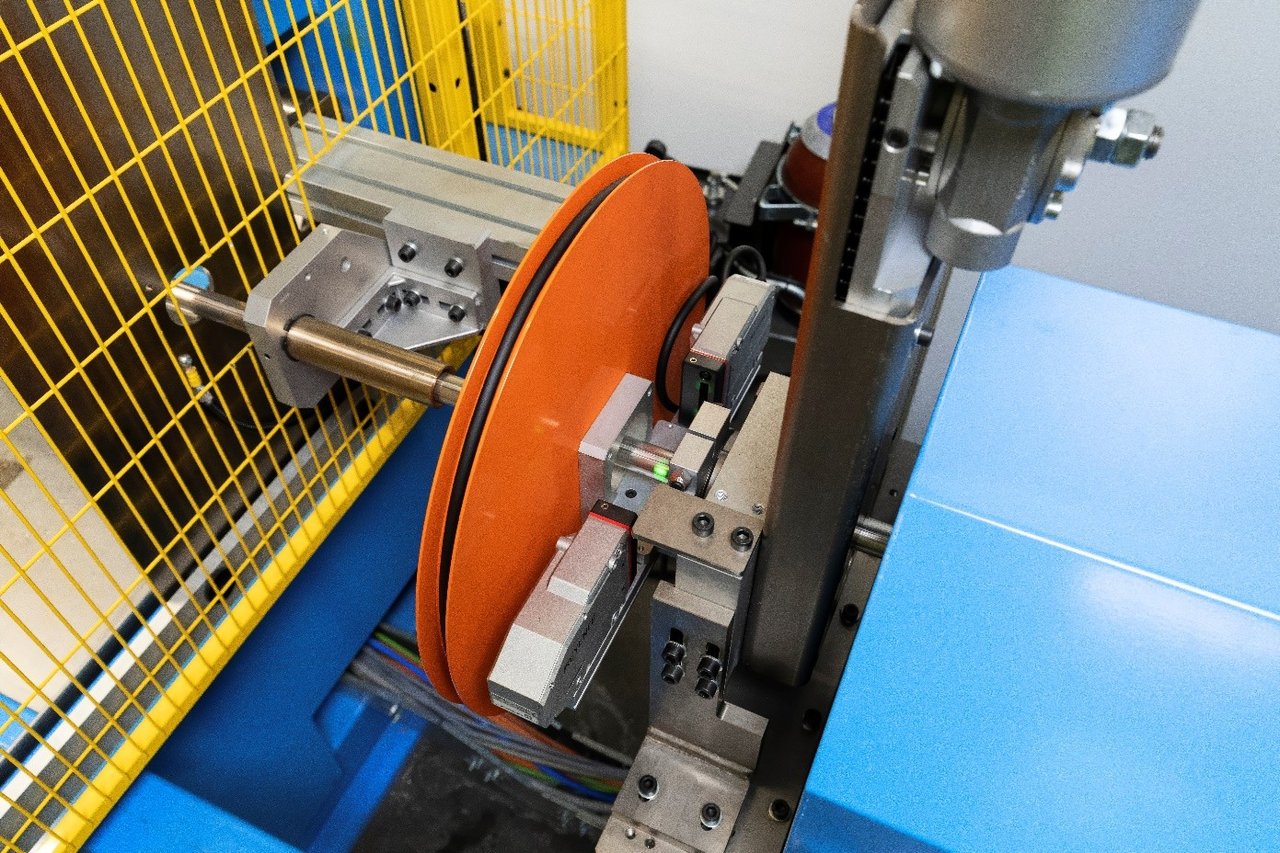
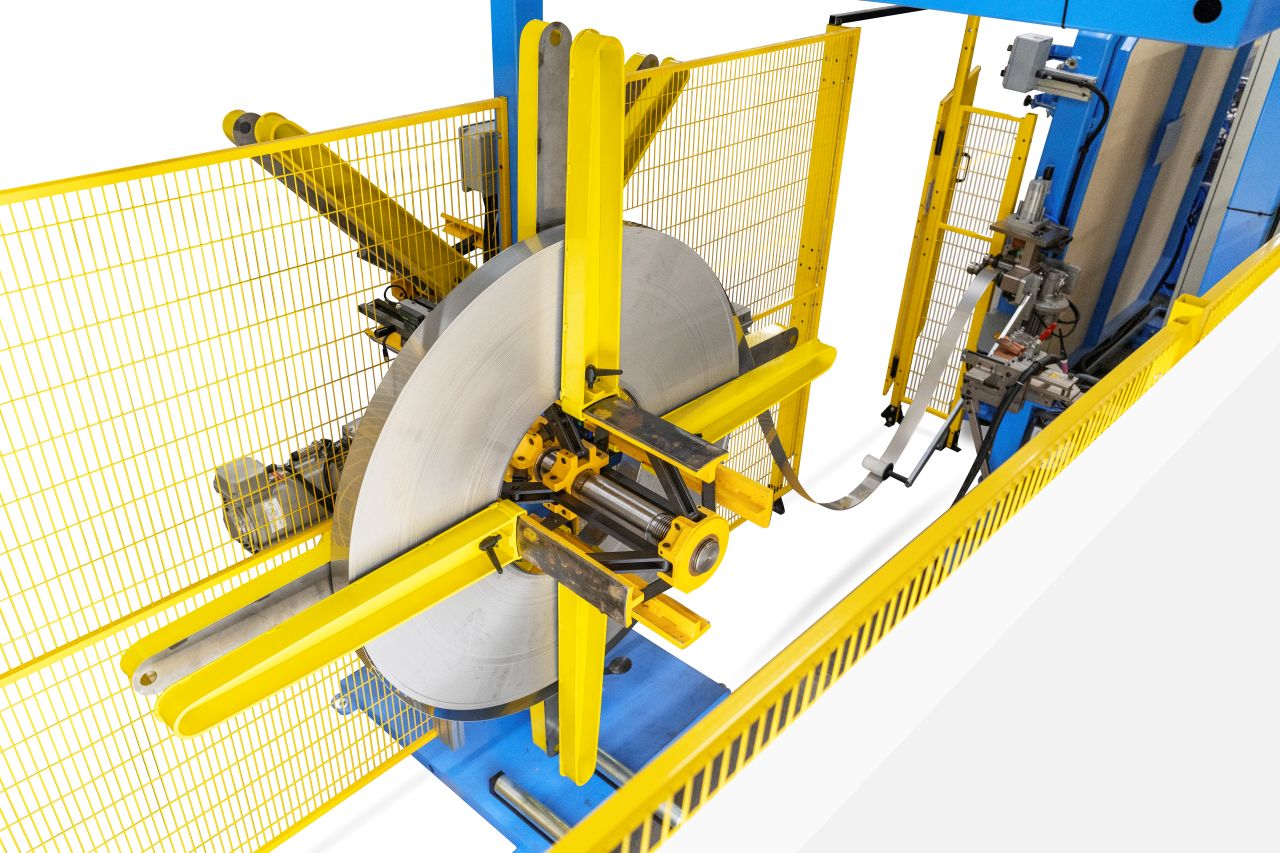
Device made to recoil annealed stainless steel tube. This device is designed to be put in line with the tube mills with annealing, so that the tube being welded can be recoiled in ordered layers. The tube is laid from right to left by a controlled arm. The tightness and ordered layering are ensured by setting the appropriate torque and speed for a particular tube being produced on the machine. The recoilers have two coiling drums so that the machine does not have to stop each time a coil is finished. Once a coil is complete, the operator moves the tube end onto the other coiling drum, and once the recoiling starts, the attention can be focused on the other, to tighten it with cable ties and remove it from the drum.

Unit to test the weld quality of stainless-steel tubes, complete for one tube diameter, with support bench, complete with drawers, oil-air hydraulic press, complete with punch to enlarge the tube section (60°), clamp to hold the tube sample and pressure regulator, circular saw for the cutting to length of the sample to be tested and unit for the tube inside/outside deburring.

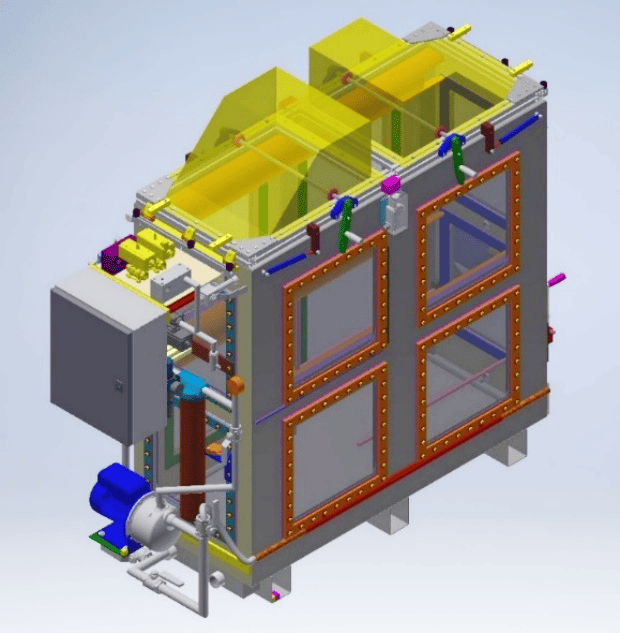
Unit to test tube in coils under water, utilizing pressure up to 60 bar, complete with: hydraulic and pneumatic circuitry for feeding, discharging and filtering of water, vertical test tank and electropneumatic safety system to manage load and unload pressure.
Designed for destructive and pressure holding tests, this station uses hydraulic deformation to test the mechanical resistance of cut-to-length tubes. It features a solid support bench, a cutting die holding unit, a tube deformation holding matrix, connection units between the matrix and tube section, and a hydraulic power unit with high high-pressure group (1000 bar) with proportional regulation.

The device uses a special camera with adjustable optics to detect the welding arc (plasm). The camera is pointed inside our welding box which has an opening on the cover. The camera is capable to detect also the edge of the strip to be welded. An electronic device processes images from the camera and calculates the theoretical axis. This axis should be in the middle of the edges. The electronic device compares strip edge position and two threshold values related to electrode axis. The system generates two digital alarm signals. It is possible to adjust all the settings and to visualize the images through a normal web browser. The system is provided complete with: camera, optics for camera (75mm), camera micro-controller unit, micro-controller unit power pack, mechanical support frame for camera, LCD 17” monitor, monitor support and connection cables.
The pneumatic heavy duty strip cutter is a pneumatic device that can be integrated in line and is recommended for the production of large diameter and thickness tubes.