
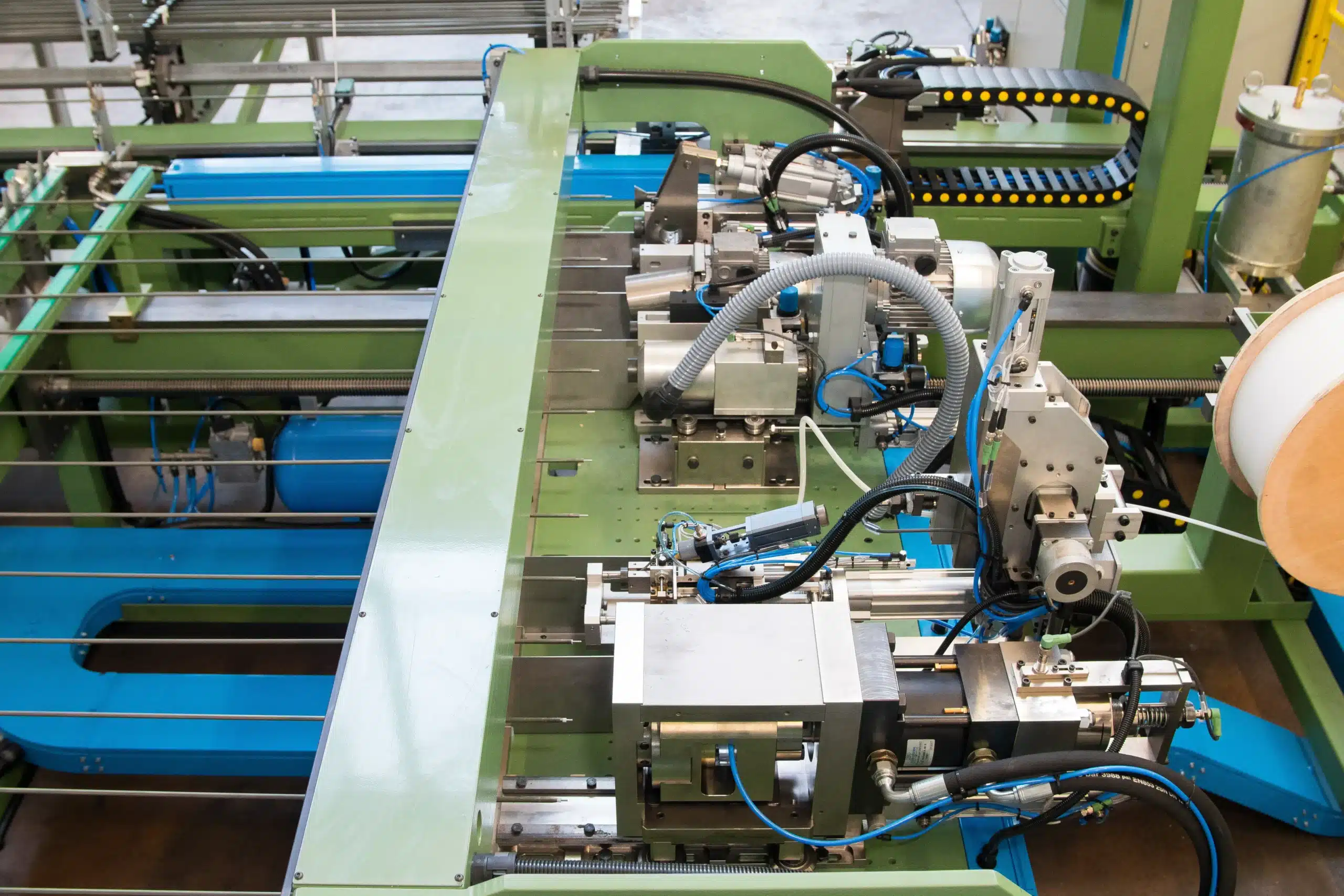
Un unico sistema automatizzato esegue tutte le operazioni necessarie, dalla calibrazione della lunghezza fino alla sigillatura finale, riducendo movimentazioni e tempi di produzione.
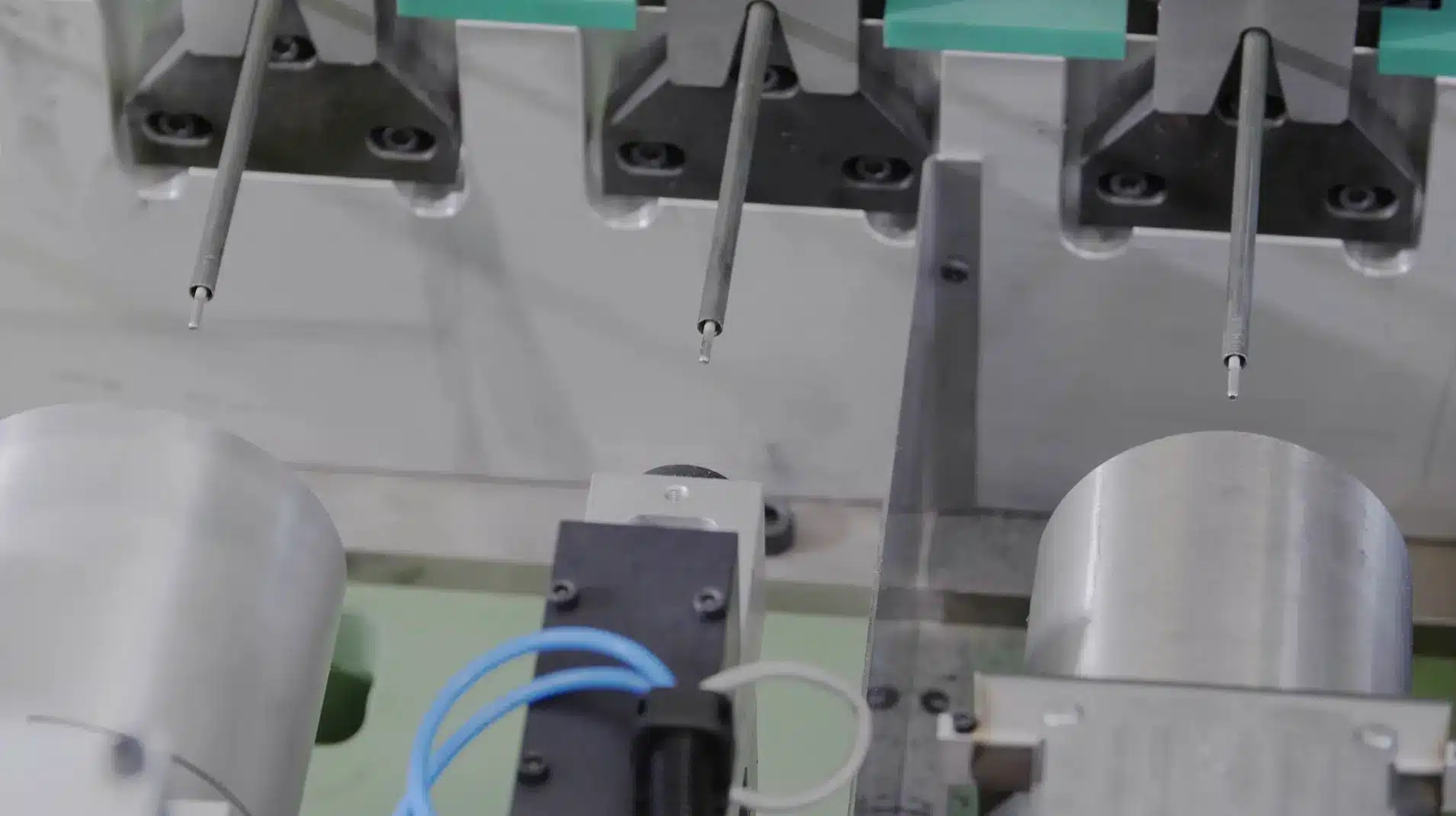
Le stazioni dedicate alla misurazione e al livellamento dell’ossido di magnesio assicurano uniformità del riempimento e qualità costante del prodotto finito.
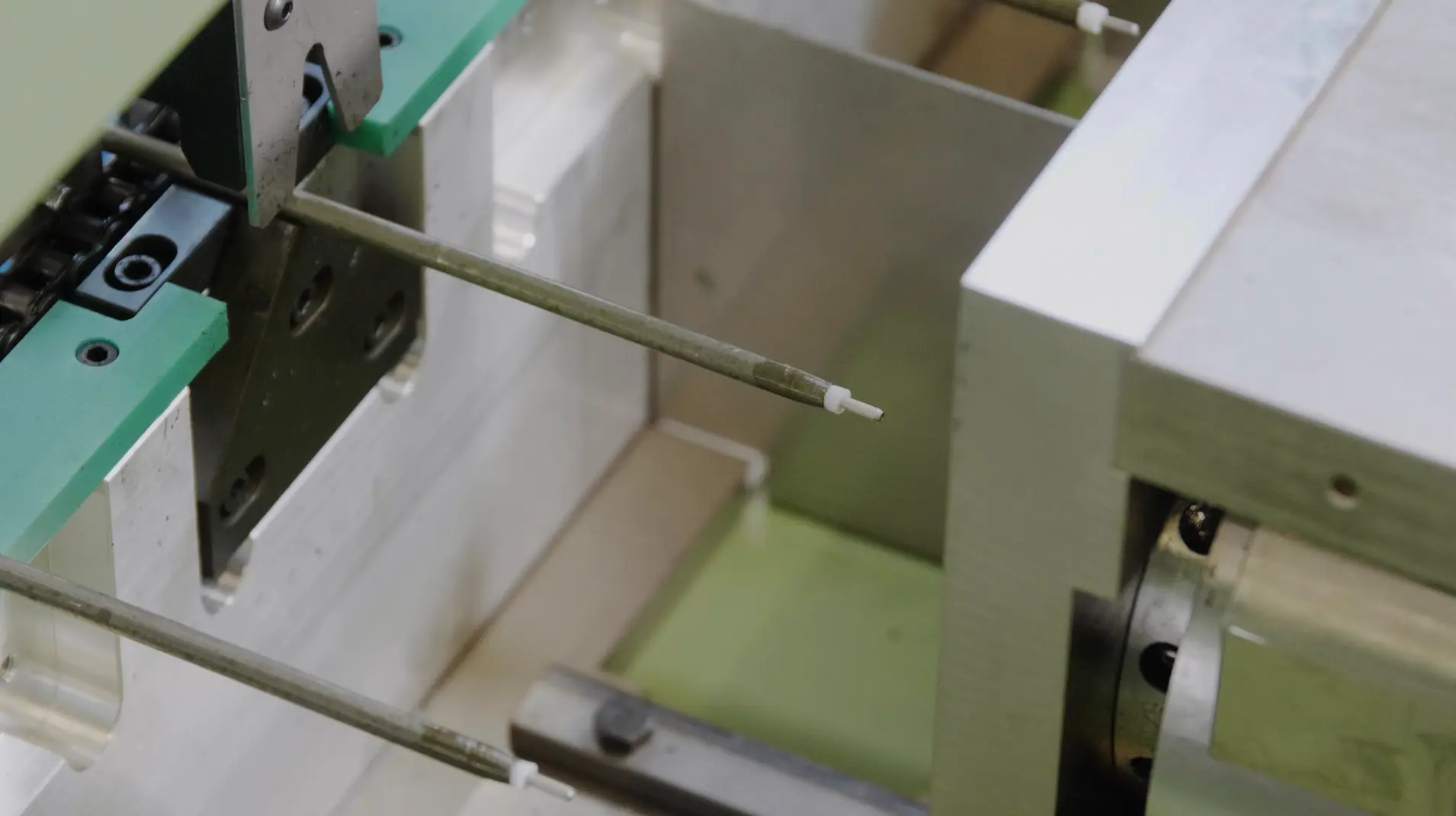
La sigillatura con silicone e guarnizione in PTFE protegge la resistenza dall’umidità, mentre i controlli elettrici integrati verificano la conformità di ogni elemento prima dello scarico.