
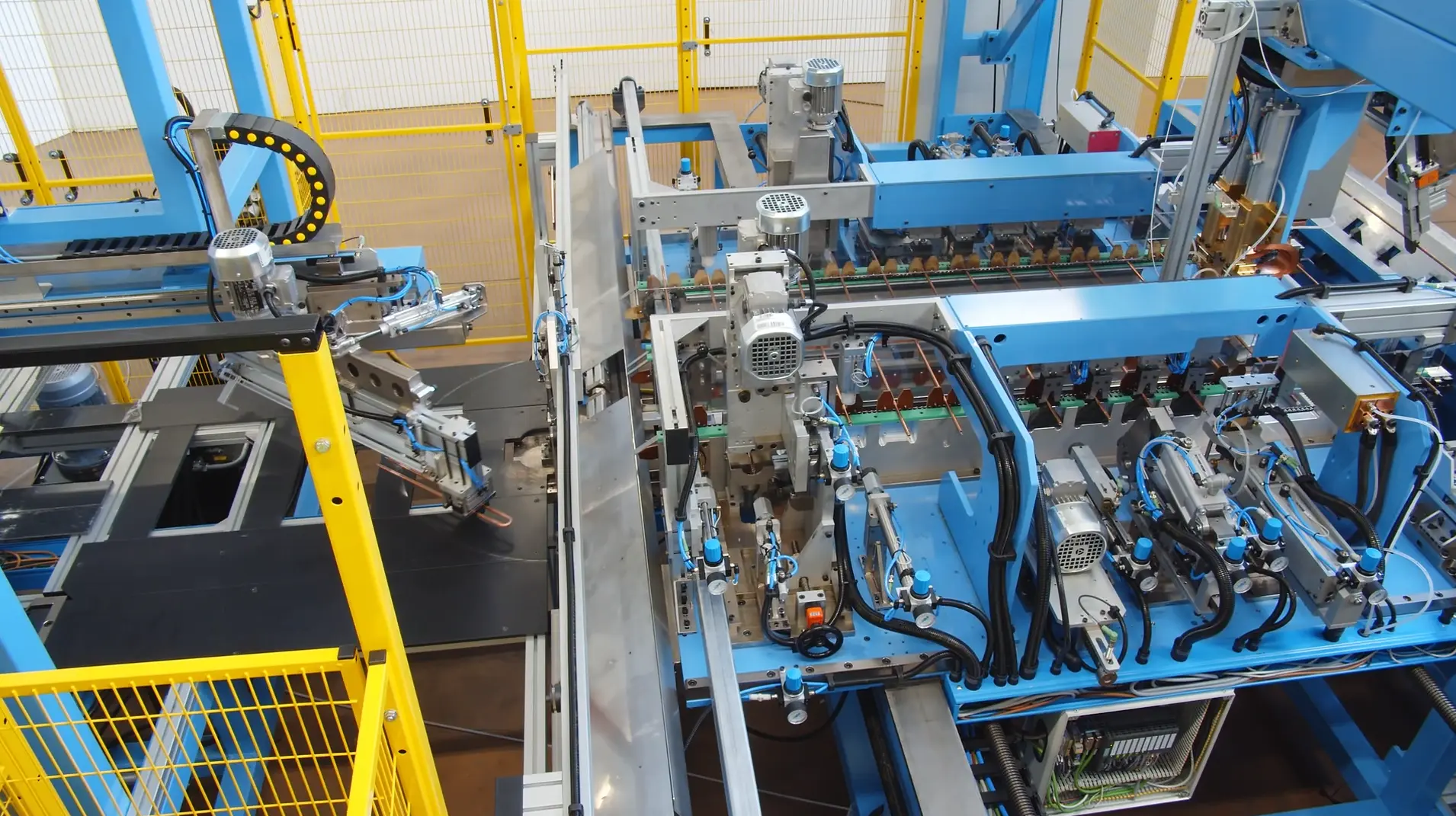
Dalla preparazione delle estremità alla piegatura a U fino ai test elettrici finali, tutte le lavorazioni vengono eseguite automaticamente in un unico sistema integrato.

La ricottura localizzata prepara l’elemento alla deformazione, riducendo il rischio di fessurazioni durante la piegatura e garantendo una geometria costante del prodotto finito.
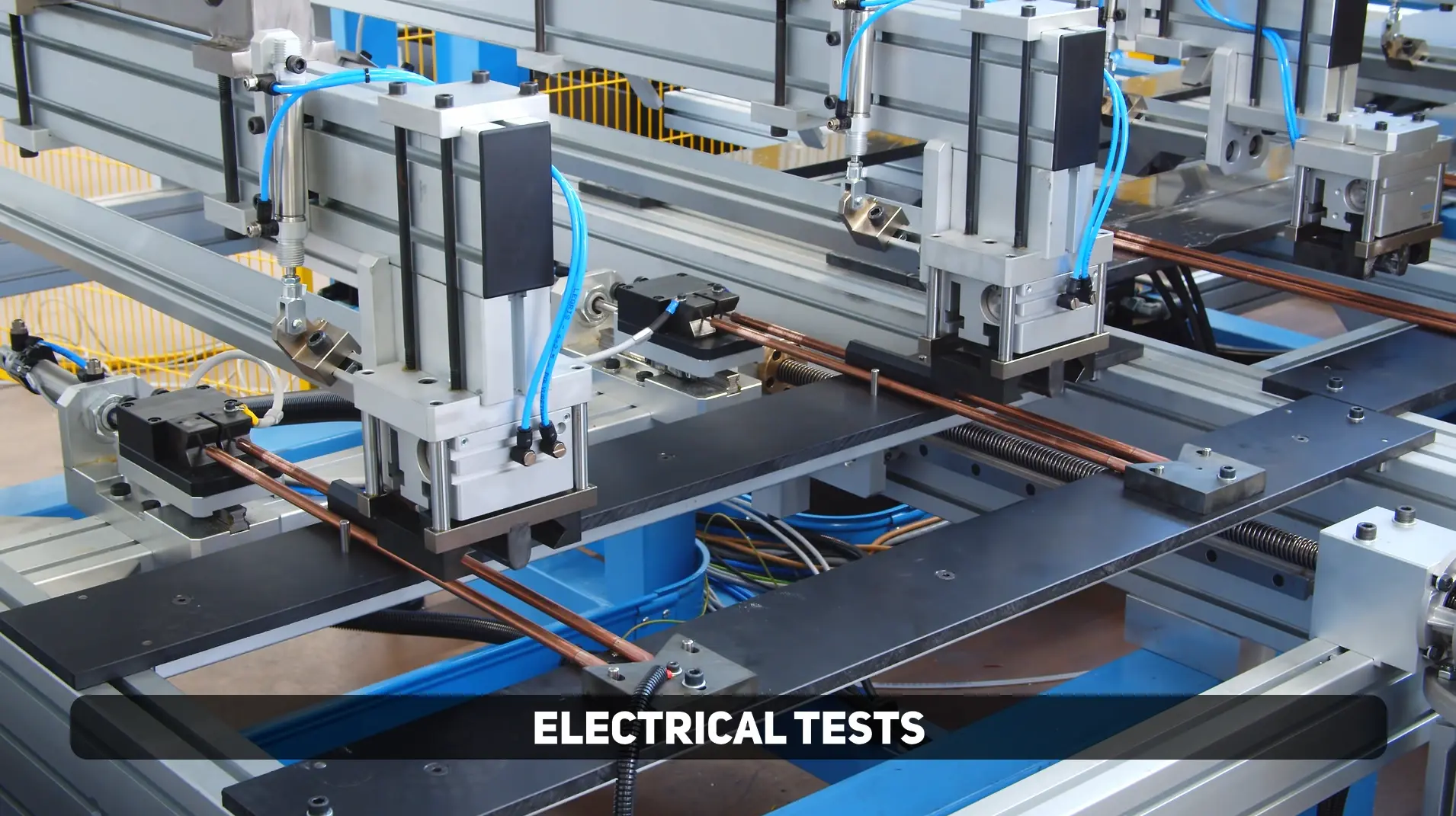
L’automazione delle lavorazioni, unita ai controlli elettrici integrati e allo scarico automatico, assicura elevati volumi produttivi, ripetibilità del processo e conformità di ogni elemento.