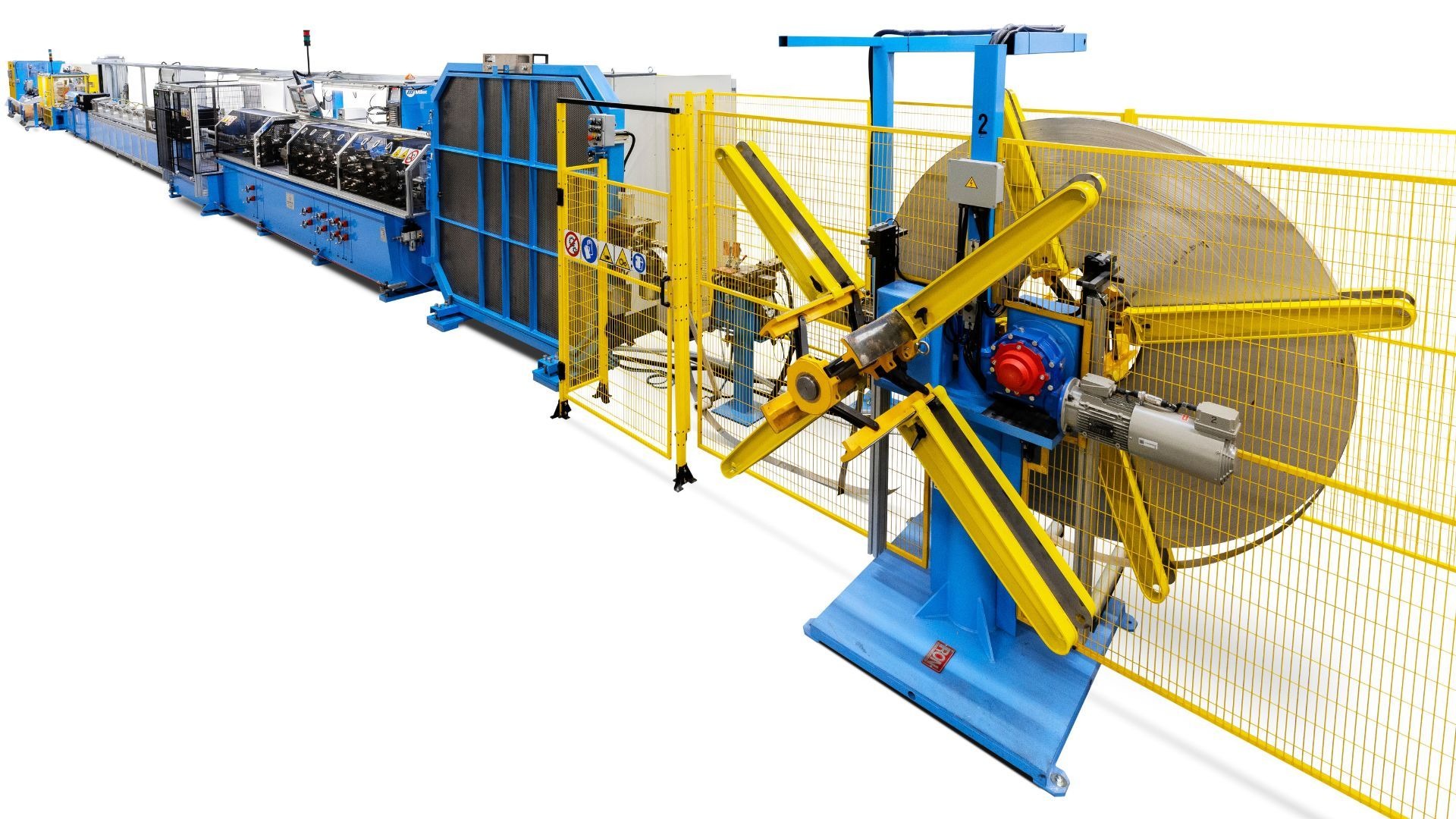
grazie alla flessibilità di configurazione e doppio aspo svolgitore.
che garantisce alta flessibilità.
assicurano un prodotto finale pulito e senza difetti, in assenza di ossidazione.
che monitora costantemente il punto di giunzione nastro.
dopo il trattamento termico.

UNITÀ DI SCARICO per tubo in barre con bandella rotante che rovescia da una parte i pezzi buoni e dall’altra gli eventuali scarti.
UNITÀ DI TAGLIO AL VOLO con sistema a incisione e strappo, sistema a sega circolare oppure con sistema di taglio interscambiabile.
UNITÀ DI RADDRIZZATURA per la correzione delle eventuali deformazioni prodotte durante la ricottura.
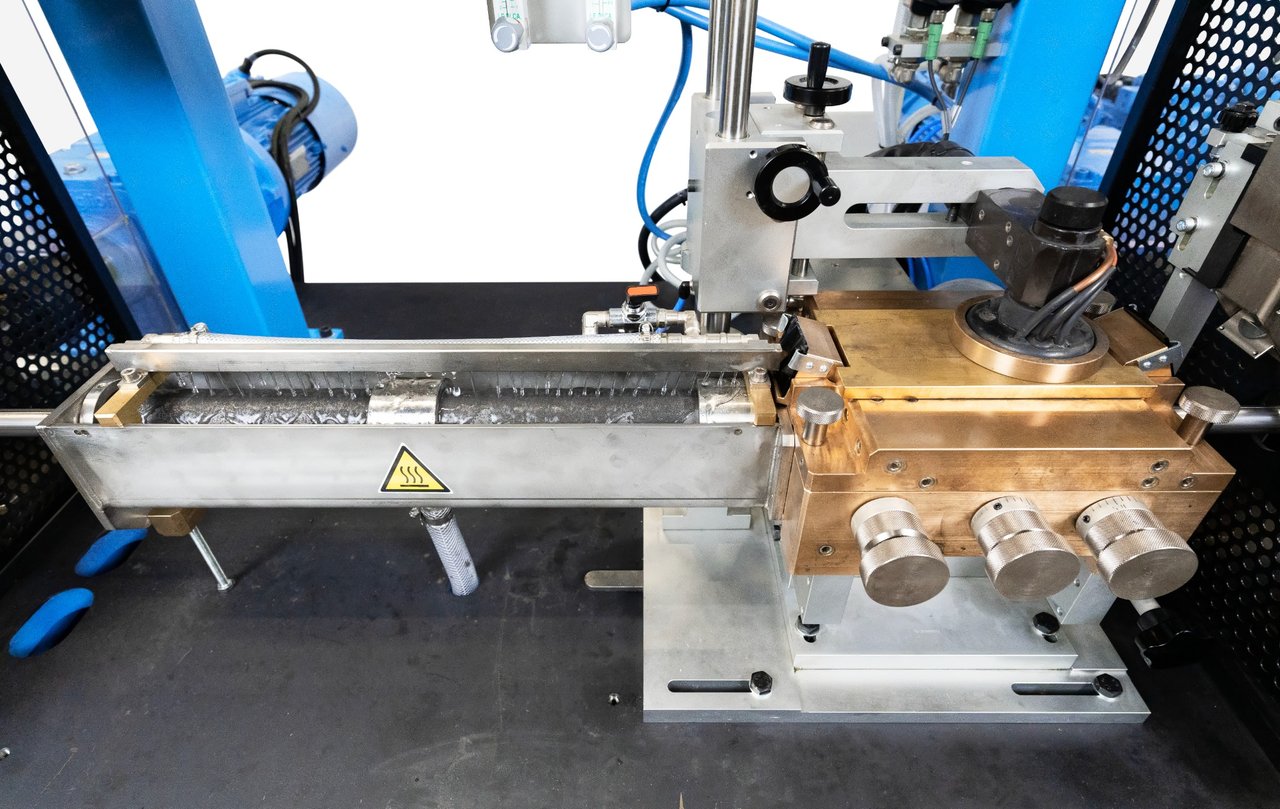
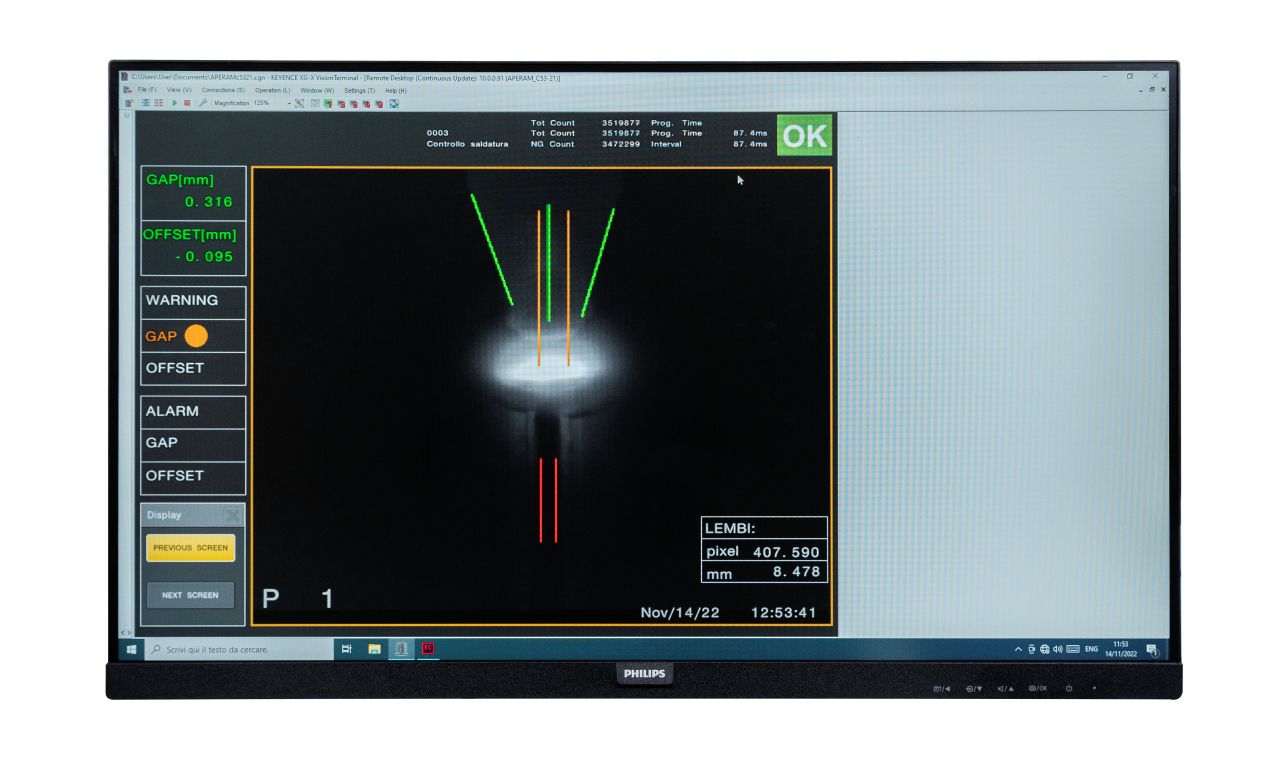
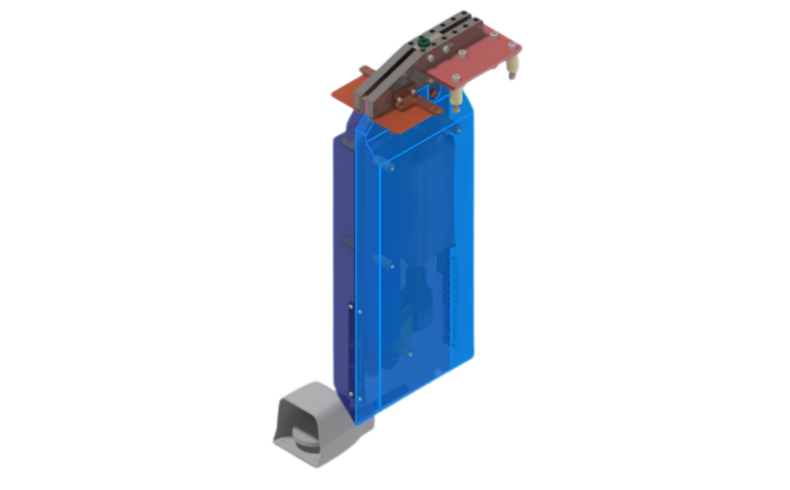
UNITÀ DI FORMATURA E SALDATURA con videocamera per il monitoraggio dell’arco di saldatura.
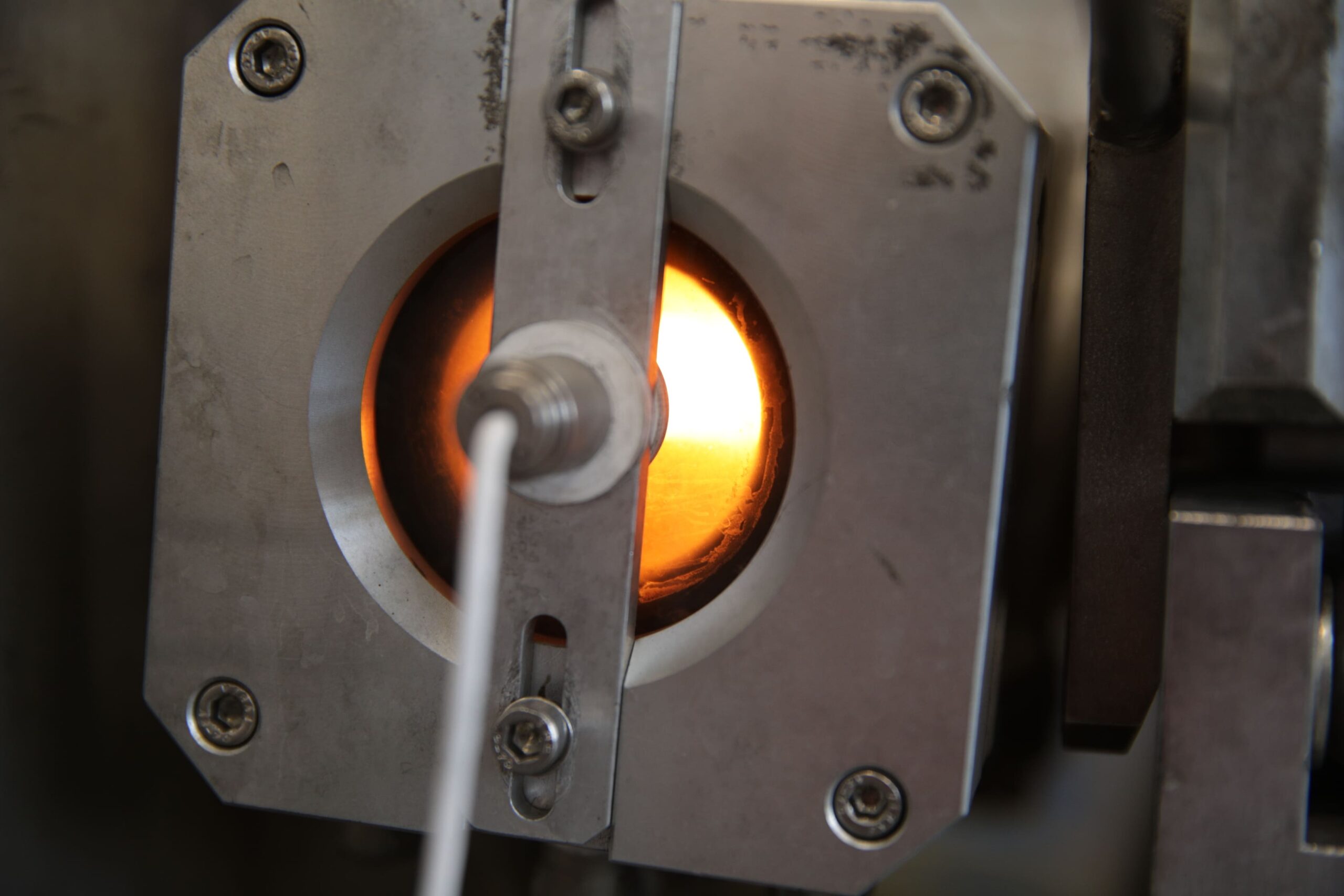
UNITÀ DI RICOTTURA con forno a induzione e canale di raffreddamento con circolazione dell’acqua.
ACCUMULATORE VERTICALE PER NASTRO che favorisce una produzione senza interruzioni.
BANCO DI GIUNZIONE NASTRO
DOPPIO ASPO SVOLGITORE con la possibilità di contenere 2 bobine di nastro in acciaio inossidabile, che evita di fermare la macchina durante la sostituzione della bobina, minimizzando i tempi inattivi.
Accumulatore verticale per nastro per una produzione senza interruzioni. Questo dispositivo permette di eliminare del tutto le interruzioni dovute al cambio della bobina.
La cesoia pneumatica maggiorata per il taglio del nastro è un dispositivo pneumatico integrabile in linea e consigliato per la produzione di tubo di diametro e spessore importante.
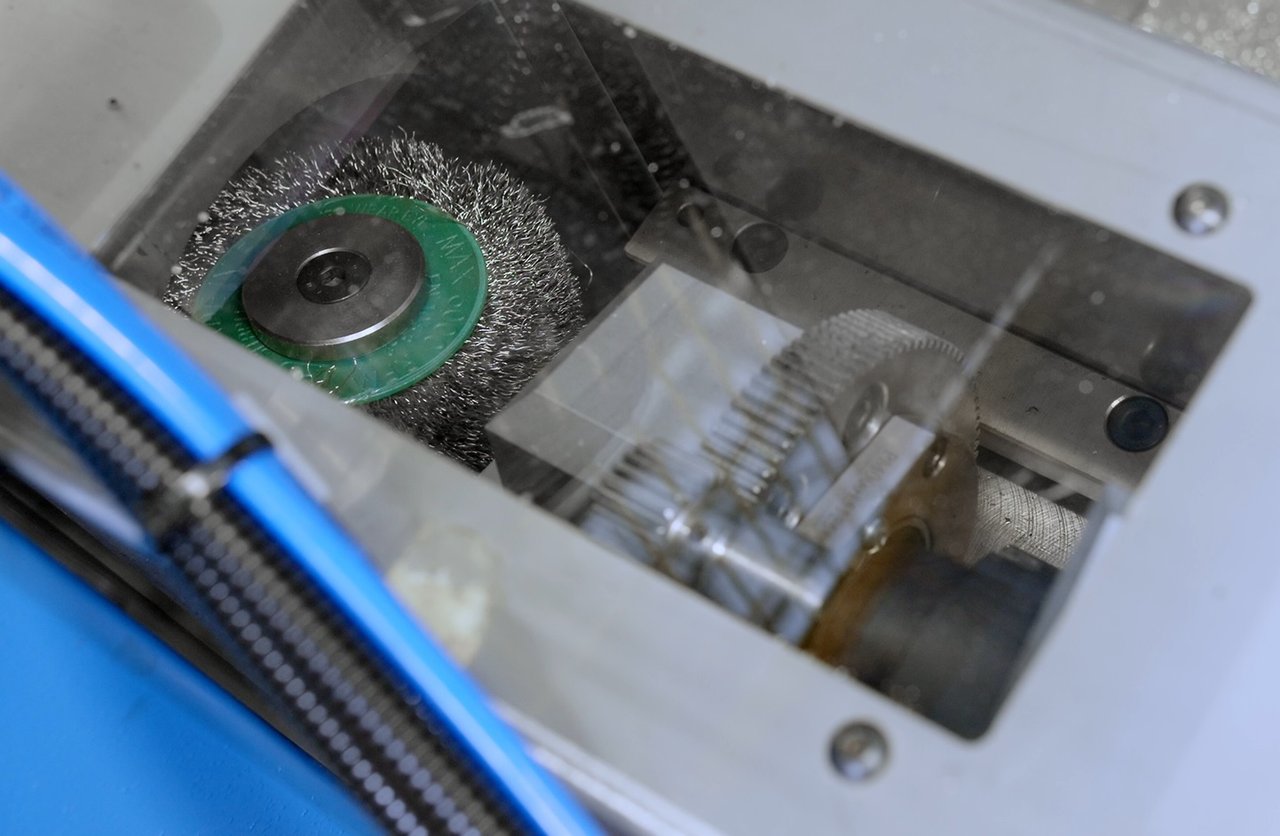
Unità per sbavatura delle estremità del tubo tagliato tramite spazzolatura. Un insieme di spazzole rotanti rimuove le piccole bave dovute al taglio a lama rotante, favorendo un taglio squadrato alle estremità del tubo, senza sbavature.
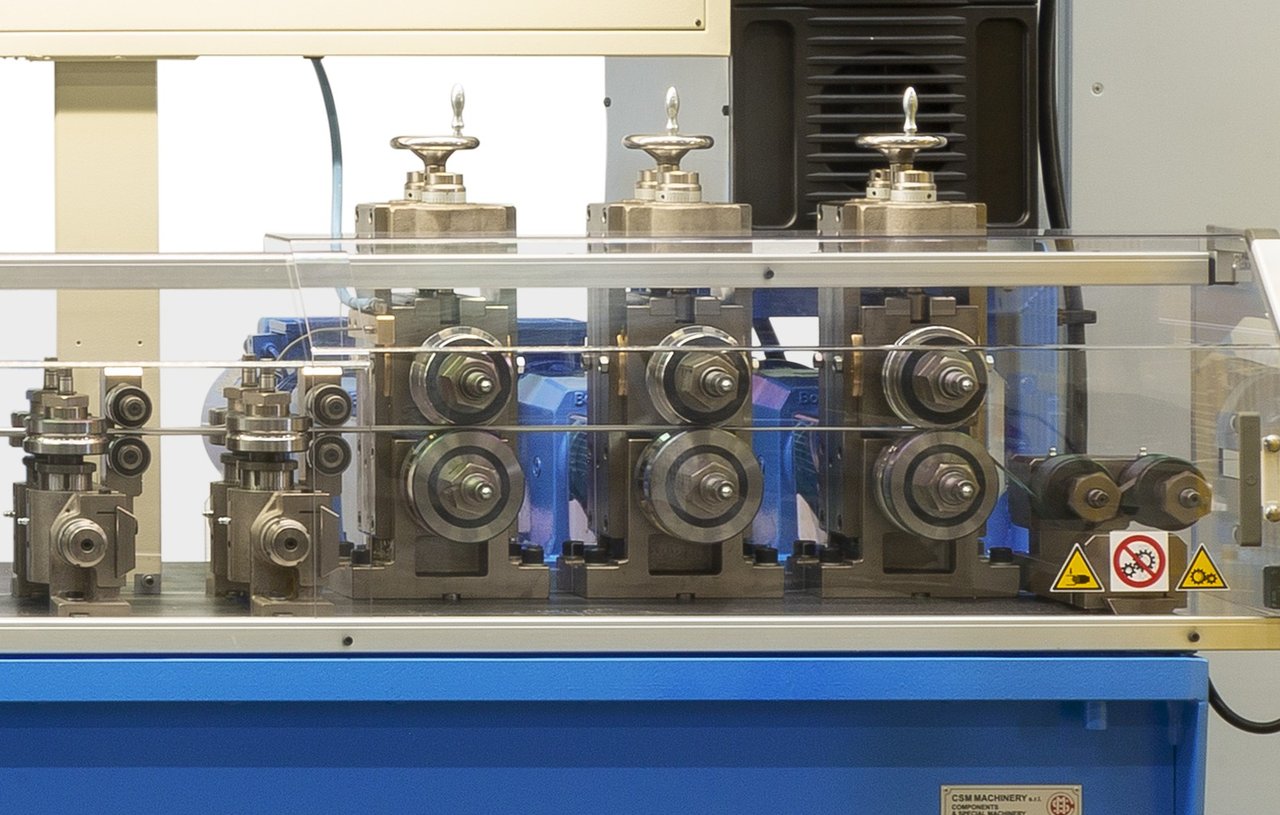
L’unità di riformatura è progettata per ottenere profili complessi direttamente in linea, a partire da tubo a sezione circolare standard.
Le coppie di rulli in acciaio speciale, a rapporto di formatura ottimizzato, conferiscono al tubo il profilo geometrico finale desiderato, garantendo uniformità su tutta la lunghezza e assenza di deformazioni dei bordi.
La testata, intercambiabile in circa 30 minuti, consente di ottenere geometrie differenti senza richiedere un macchinario dedicato, mantenendo la continuità produttiva della linea. La gestione dei parametri di lavorazione avviene tramite un pannello di controllo intuitivo, integrato nel sistema di automazione della linea.


Dispositivo per la misurazione del diametro, completo di: sensore a fascio CCD, interfaccia a collegamento (DP), flangia di fissaggio, regolazioni.
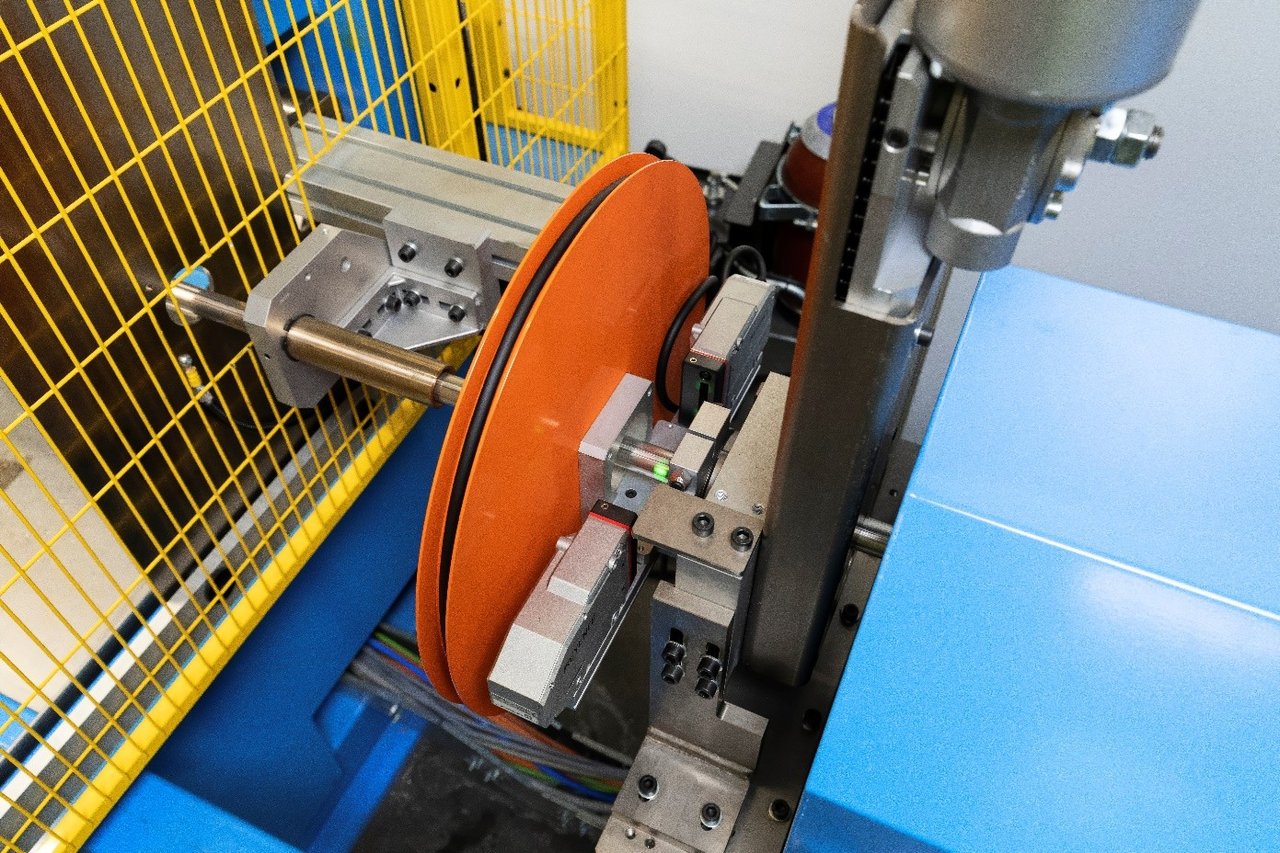
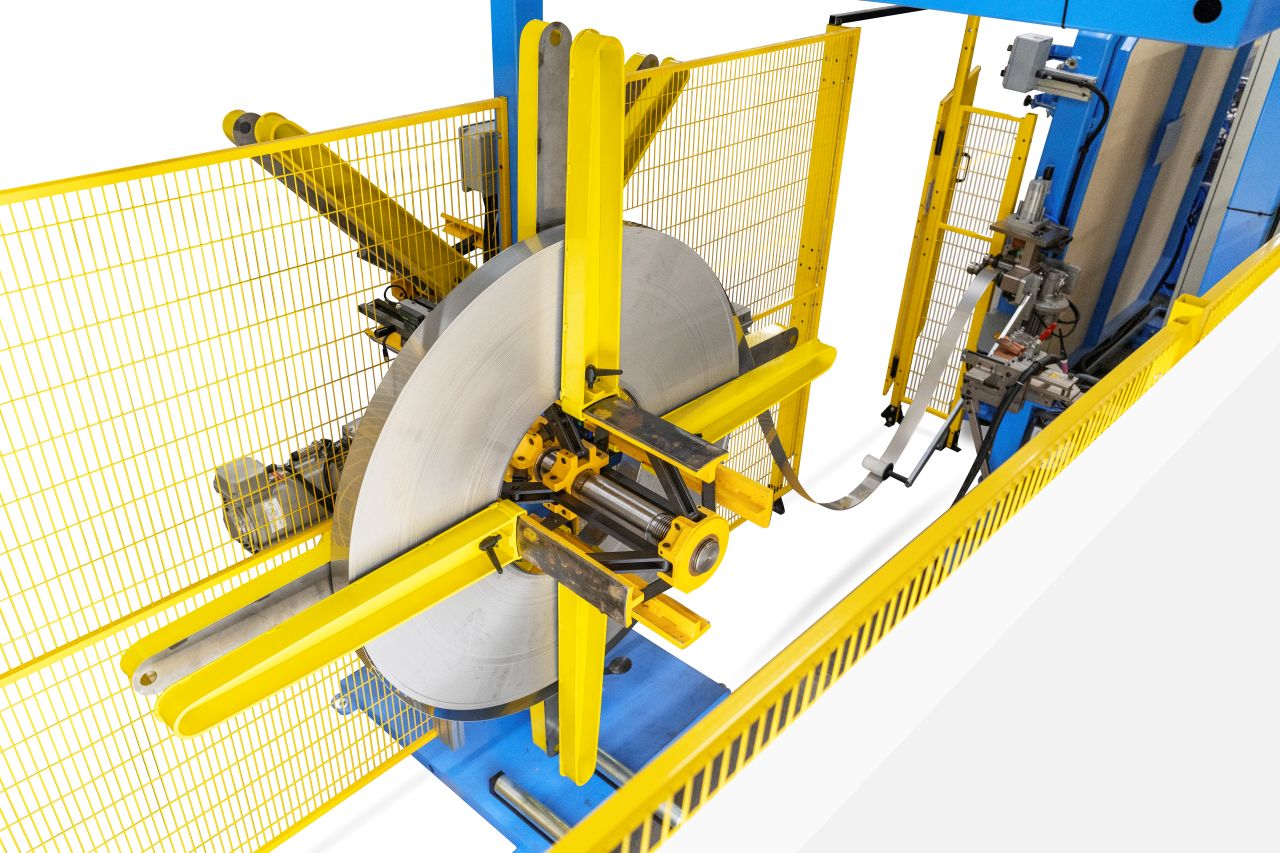
Questo dispositivo è progettato per essere posto in linea con la profila, per far sì che il tubo saldato possa essere avvolto in bobina. Il tubo viene avvolto da destra a sinistra da un braccio controllato elettronicamente. La tenuta e il posizionamento del tubo sono garantiti impostando i parametri relativi alla coppia ed alla velocità per ogni specifico diametro e spessore del tubo da produrre. Gli aspi avvolgitori sono dotati di due tamburi di avvolgimento, in modo tale che la macchina non debba essere fermata al termine dell’avvolgimento. Una volta terminata una bobina, l’operatore sposta l’estremità del tubo tagliato all’interno del secondo braccio per partire con l’avvolgimento sul secondo tamburo. Una volta terminata la prima bobina, l’operatore la fissa con delle fascette e la rimuove dal tamburo.

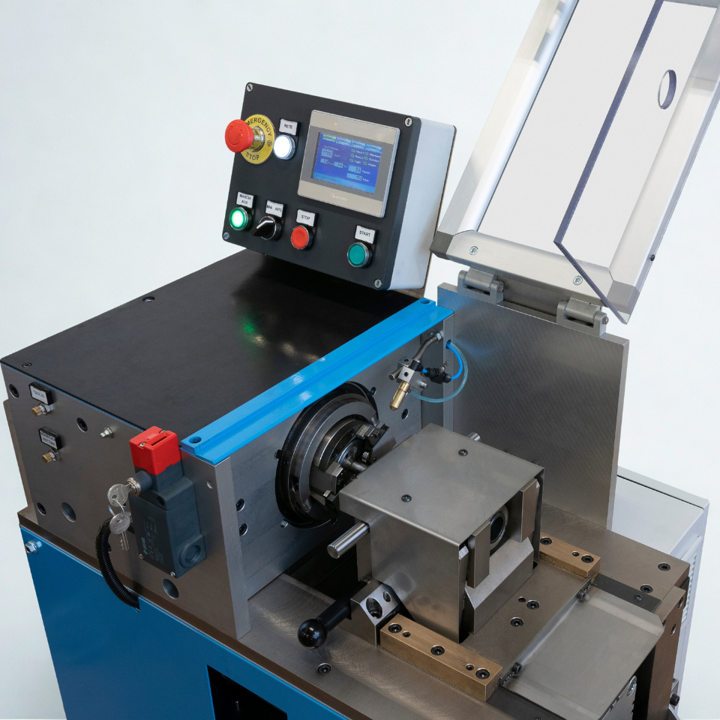
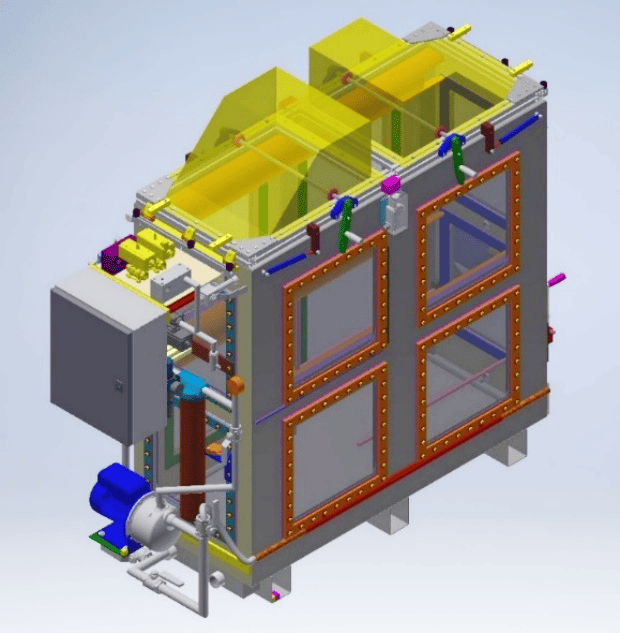
Unità di collaudo per test della qualità della saldatura dei tubi in acciaio inossidabile, completa per un diametro di tubo, con: banco di supporto, completo di cassetti, pressa idraulica olio-aria, completa di punzone per allargare la sezione del tubo (60°), morsa per il bloccaggio del campione di tubo e regolatore di pressione, sega circolare per il taglio a lunghezza del campione da testare, unità per la sbavatura interna/esterna del tubo.

Unità di collaudo (in acqua) per testare la tenuta del tubo in bobina mediante una pressione fino a 60 bar, completa di circuito idraulico e pneumatico per alimentazione, scarico e filtraggio dell’acqua, serbatoio verticale, sistema di sicurezza elettropneumatico per gestire la pressione di carico e scarico.
Unità di test della sezione del tubo mediante deformazione con mezzi idraulici, completa di: banco di supporto, supporto matrici di taglio, matrice per deformazione del tubo, unità di connessione matrice e sezione del tubo, unità di alimentazione idraulica con gruppo ad alta pressione (1000 bar), con regolazione proporzionale. La macchina è predisposta per un diametro/spessore.

Il dispositivo utilizza una telecamera speciale con ottica regolabile per rilevare l’arco di saldatura (plasma). La telecamera è puntata all’interno della camera di saldatura che ha un’apertura sul coperchio. La telecamera è in grado di rilevare anche il cordone di saldatura. Un dispositivo elettronico elabora le immagini dalla telecamera e calcola l’asse teorico. Questo asse ideale dovrebbe essere nel mezzo dei bordi. Il dispositivo elettronico confronta la posizione del cordone di saldatura e due valori soglia correlati all’asse dell’elettrodo. Il sistema genera due segnali di allarme digitali.
Accumulatore verticale per nastro per una produzione senza interruzioni. Questo dispositivo permette di eliminare del tutto le interruzioni dovute al cambio della bobina.