
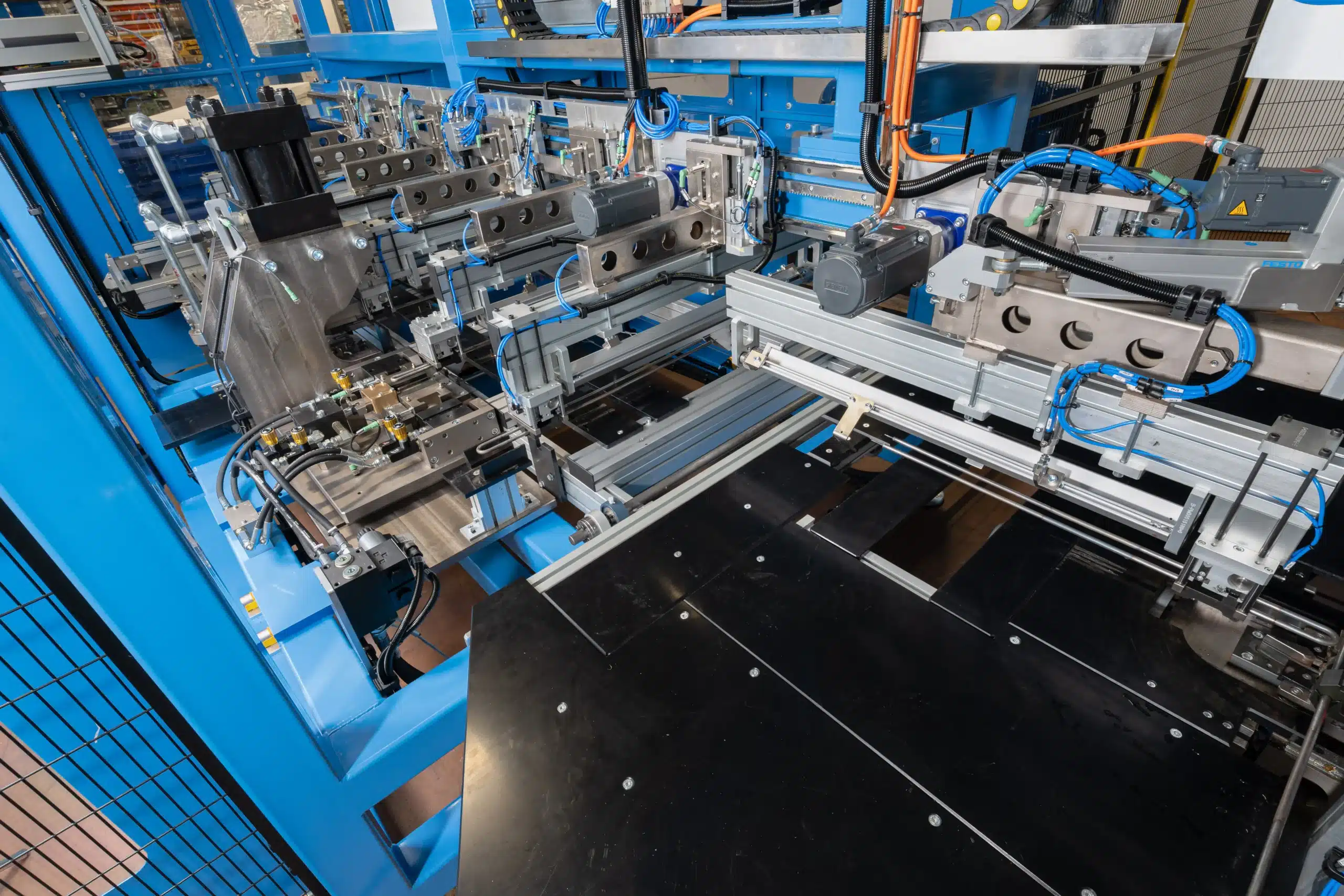
L’intero ciclo produttivo, dalla ricottura alla piegatura fino ai controlli elettrici finali, viene eseguito automaticamente in un’unica macchina, riducendo tempi di produzione e interventi dell’operatore.

La ricottura localizzata e il raffreddamento controllato preparano il materiale alla deformazione, riducendo le tensioni interne e garantendo pieghe precise, ripetibili e prive di difetti.
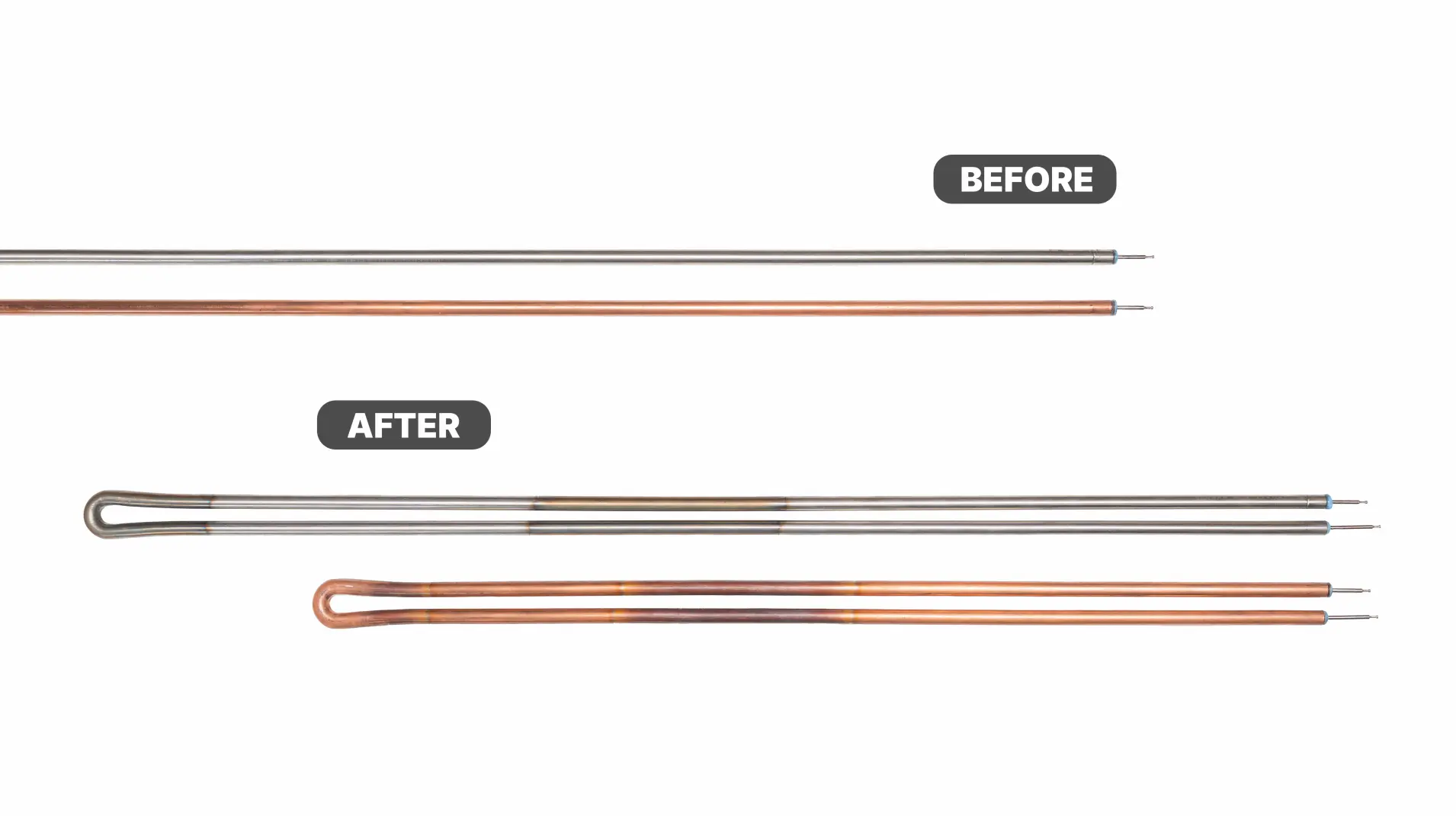
La macchina si adatta automaticamente a elementi di diverse lunghezze e materiali, permettendo la produzione di resistenze in rame, acciaio inox e Incoloy senza compromettere precisione e produttività.